USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Plastic resin: PA6
Cavity steel: 413
Core steel: 413+beryllium copper
Mold base: P20
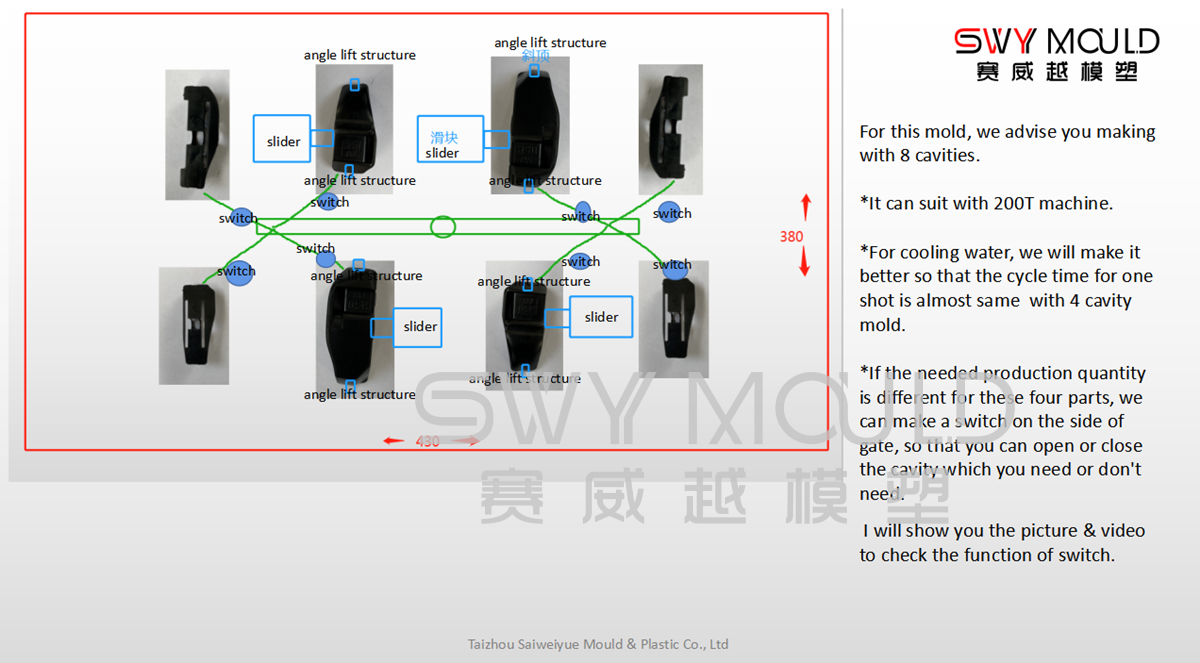
Mold cavity: 1+1+1+1
Injection system: cold runner
Suited machine: 168T
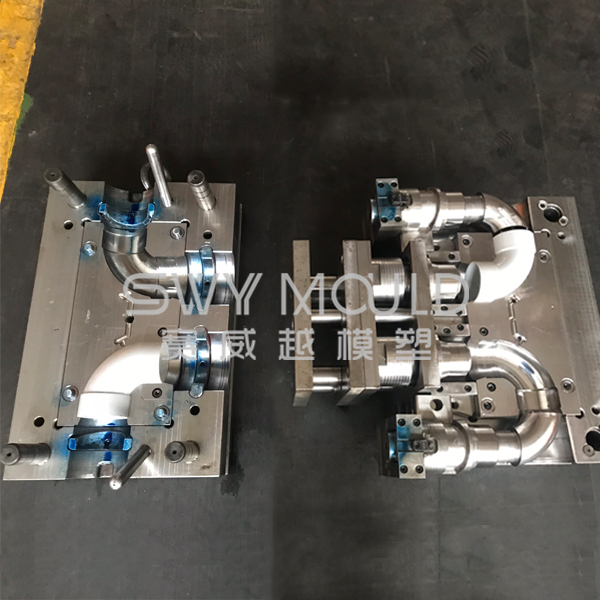
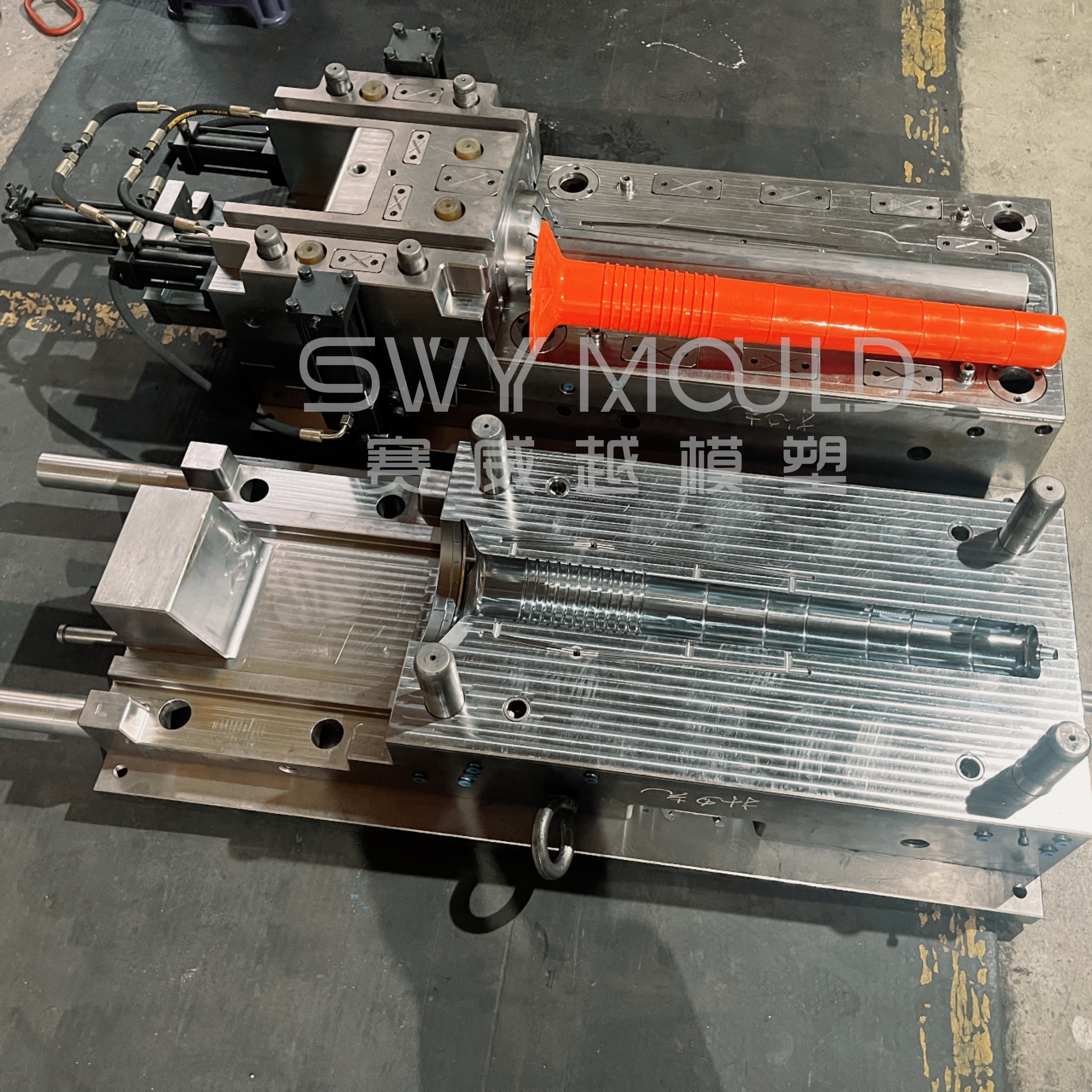
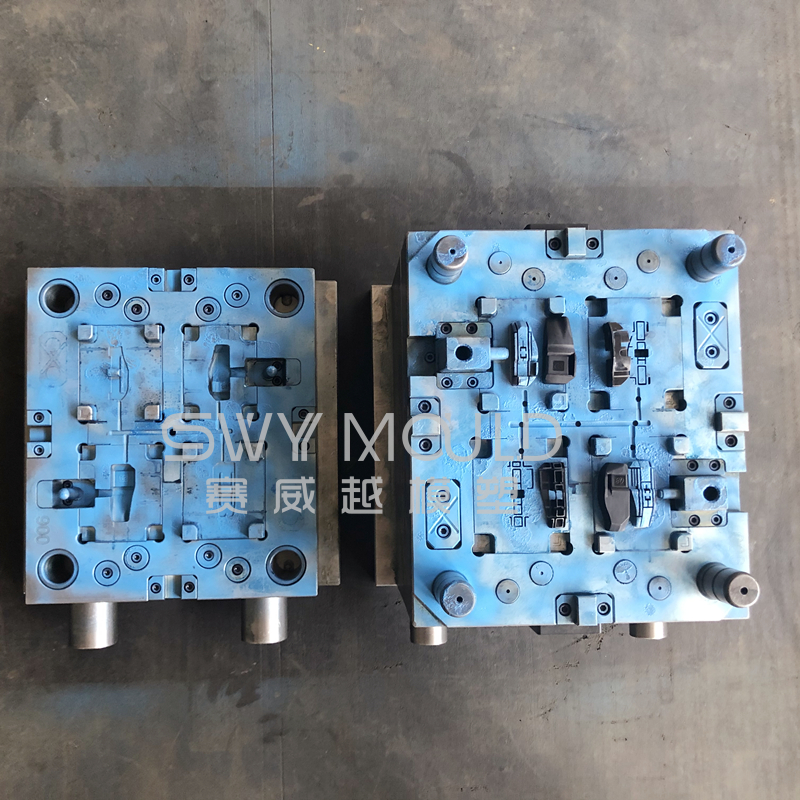
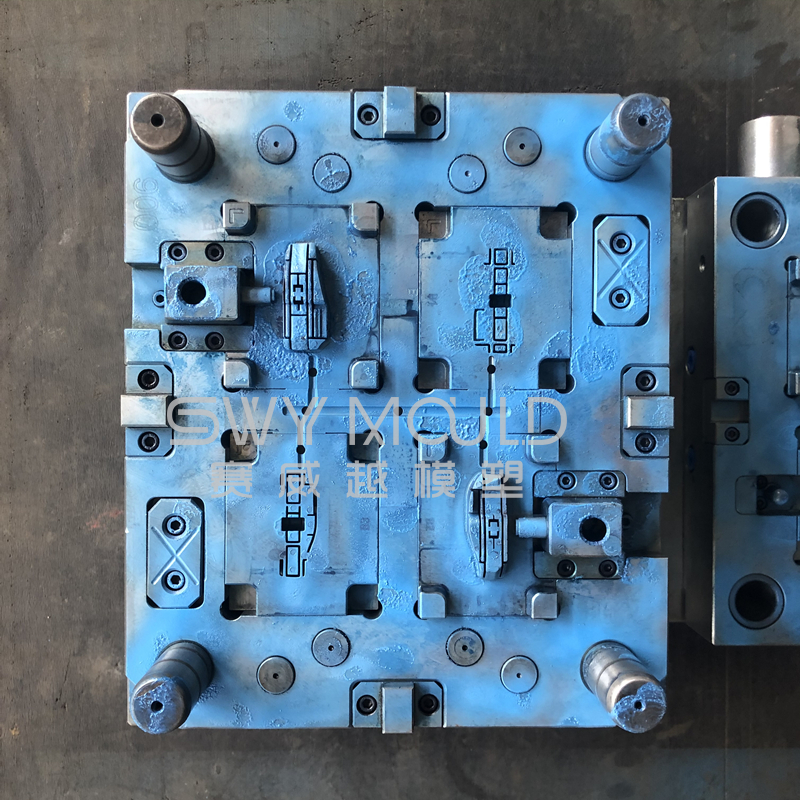
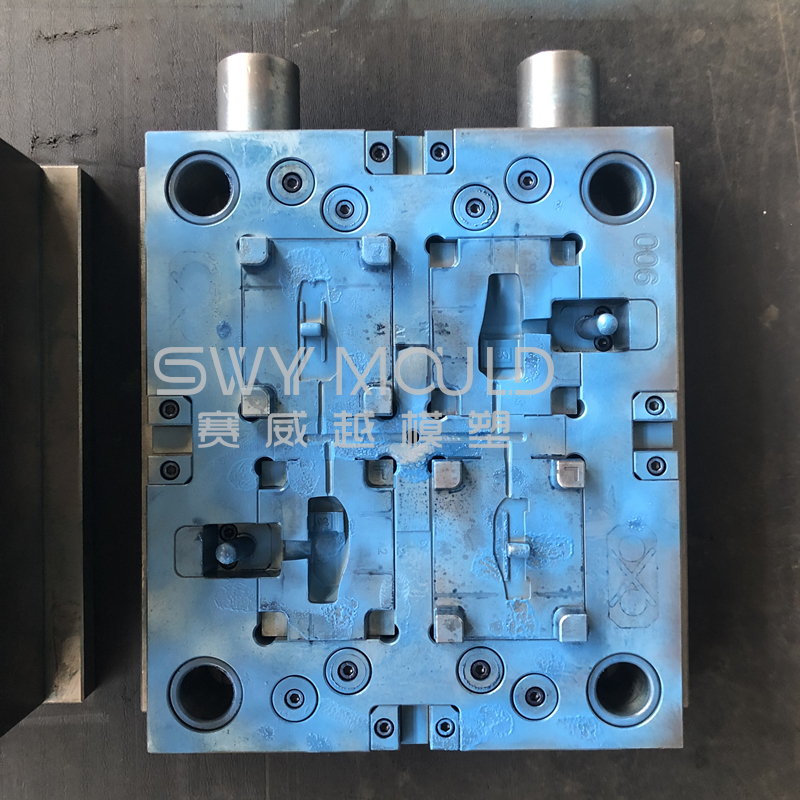
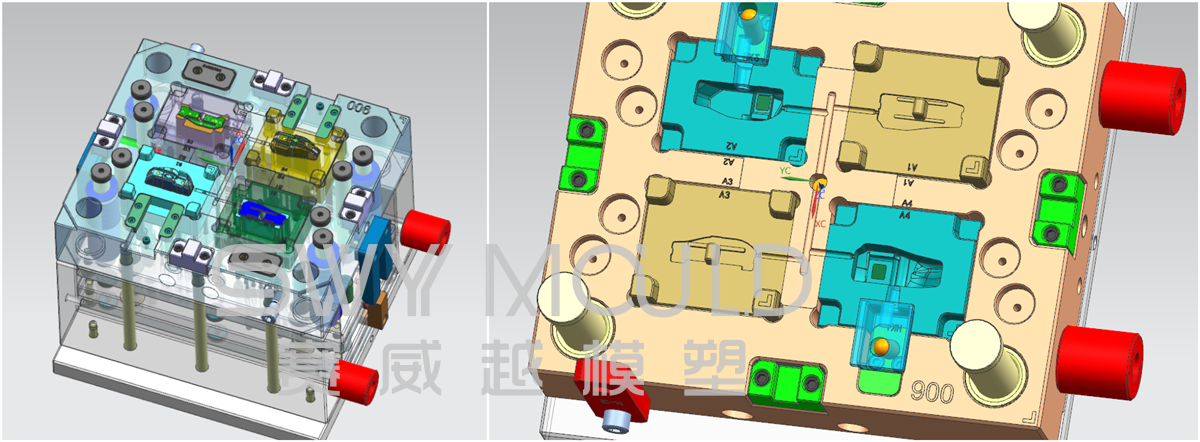
Sample analysis for plastic car rear wiper arm injection mold
This mold is made for our old customer, for quotation, he just send us the samples by DHL and let us analysis. Considering the machine tonnage and other costs, we advise him to make a 2+2+2+2 cavity mold to achieve the max production. Later our customer tell us the annual quantity needed is not so large, so we change it to a 1+1+1+1 cavity mold.
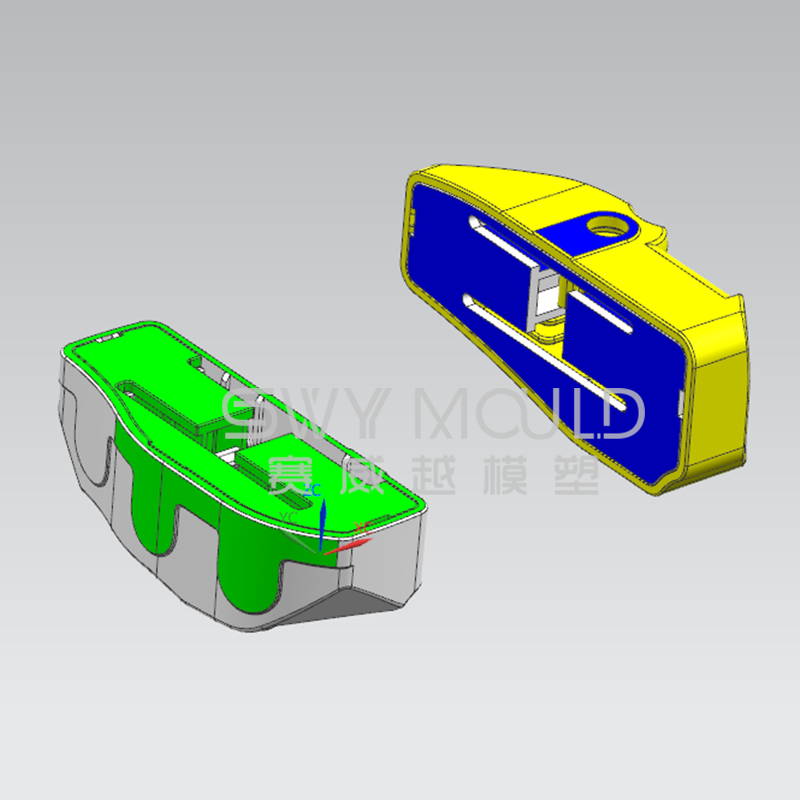
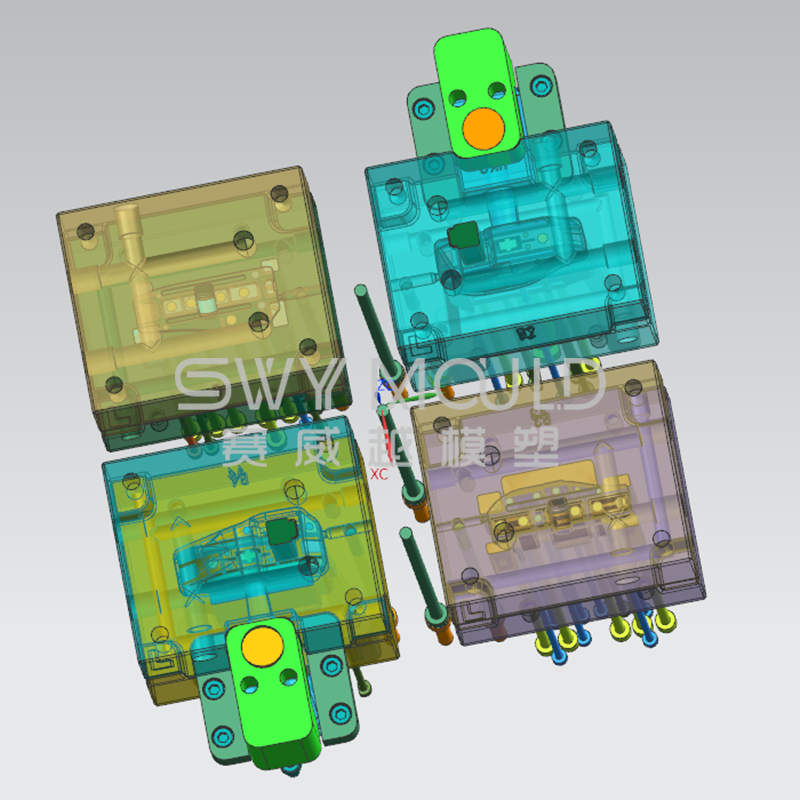
The design process of plastic car rear wiper arm injection mold
SWY MOULD is a professional team with spirit and passion. As we are young we dare to make innovation, as we are professional we are brave to pursue advancement. Our engineers have very rich experience in designing and developing mold making. Their principle is 'A good product's design is the key', so engineers pay special attention to mold designing. Try elaborative design to extend the service life of the mold and reduce maintenance.
Clients can provide the 2D or 3D drawings in DXF, DWG, PRT, IGS, STP format or just send us the sample. We will scan the sample, make the product 3D, then design the mold drawing after getting the clients' comments. We can use Unigraphics, SolidWorks, AutoCAD, and Pro/ENGINEER for mold-making.
1. Conceptual design
We provide state-of-the-art approaches and customer-focused concepts that give the product a strategic position in the market.
We bring together the current trends with the leading-edge ones when it comes to materials and methods.
We match the colors and textures with the geometries to achieve homogeneous and eye-catching results.
2. Development of pieces
We create complex part designs and provide technical solutions that optimize the tool manufacturing activities.
We stress the importance of the input coming from the experience with the purpose to reach a functional and feasible molded product.
We use methods of base development resting on the software Unigraphics to create the mathematical models of the pieces, also we use inverse engineering in the cases that are needed taking as item a physical model of the product.
3. Design of molds
We provide innovative technical solutions into the tool design and implement them by means of a highly skilled team and state-of-the-art IT resources.
Due to the wide range of products for which we design tools, we managed to bring together different backgrounds and create a common foundation based on the very best from each of those, achieving tools with outstanding quality and performance.
4. Mold construction
The current market competitiveness is forcing the enterprises to keep a very close eye on the investments, and considering the relevant expense proportion that the injection molds represent in the plastic sector, we can offer a product that fits both the financial and the technical expectations of our customers.
Production process control
The challenge of economical production is the reduction of cycle time to achieve a higher output. Reduced cycle times can only be achieved by increased production speed, coupled with increased temperature or pressure. Changes to these process parameters will have a direct impact on color as well as on gloss. Due to the complexity of the production process, an objective QC system is needed to guarantee a high-quality product at the end.
In order to guarantee consistent color and gloss a frequent sampling rate is needed depending on the total production rate.
As some colors might change depending on temperature (=thermochromism) the measurement should always be performed at the temperature of the final product to achieve comparable results.
1. Influence of Plasticizing
* Melt temperature-high influence on color & gloss
Higher temperature → darker, lower saturation
* Dwell time-medium influence on color & gloss
Longer dwell time → darker, lower saturation
* Screw speed-low influence on color & gloss
Parts tend to be brighter
2. Influence of molding parameters
* Mold temperature-high influence on gloss
Polished mold: Higher temperature → gloss ↑
Eroded mold: Higher temperature → gloss ↓
* Injection rate
-medium influence on color
higher rate → amorphous thermoplastics tend to be brighter
Higher rate → depending on the material slightly different impact on color change
-higher influence on gloss
Polished mold: higher rate → gloss ↑
Eroded mold: Higher rate → gloss ↓
How to choose an injection molding machine?
The purchase of an injection molding machine is not a small investment. It is a waste to buy an injection molding machine that is too large, and it is not suitable to buy an injection molding machine that is too small. Therefore, choosing an injection molding machine that meets the customer's own product needs has become the most concerned content of every buyer.
When selecting an injection molding machine, the standard for selecting a machine based on the injection weight alone is an oversimplification, and it is unreasonable to use only the clamping force. Therefore, we must combine the two and make a reasonable choice.

1. Determination of the injection weight of the injection molding machine
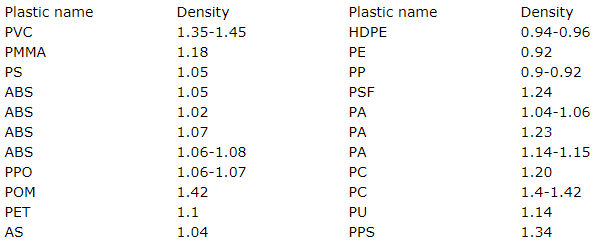
The injection weight is an important parameter of the injection device of the injection molding machine. It is the most commonly used parameter and also the key parameter when choosing an injection molding machine. Expressed in grams (g) or ounces (oz) (Note: 1g=0.035 ounces, 1 ounce=28.35g) Although this parameter is simple and clear, it is also easy to be misunderstood. In fact, the definition of injection weight refers to the maximum plastic injection weight that the injection device can reach when the injection screw is used as a maximum injection stroke under the condition of air injection (without injection into the mold); this parameter is to a certain extent Reflects the processing capacity of the injection molding machine; it can be measured or calculated from theory. (There will be a certain degree of difference between the theoretical value and the measured value.) The rubber used in the test is usually a general PS hard rubber with a specific gravity of 1.05.
First list the specific gravity of commonly used plastics (Vx, g/cm3) in the table below:
Steps to determine the injection volume:
* First calculate the weight of the product: w = product weight + gate system weight (weight required for W injection)
* When the injection molded product is polystyrene (ps), the injection volume of the injection molding machine should be WPS; Wps=(1.3-1.1)*W (product weight + total gate system weight), where the quality of the product When the requirement is high, the coefficient should be a large value, otherwise it can be a small value
* When the product is other plastic (named X plastic) according to the above method, first calculate the theoretical injection volume of the plastic that should be Wx; Wx=(1.3-1.1)*(product weight + total gate system weight ); Then according to the density of the plastic (X) converted into the actual weight of the PS material Wps, the conversion formula is WPS=Wx*1.05/VX
* According to the calculation result Wps and the product sample comparison, select the appropriate injection molding machine
2. Calculation of clamping force of injection molding machine
There are two important factors for calculating the clamping force:
* Projection area (S)
The projected area is the largest area viewed along with the opening and closing of the mold.
* Cavity pressure (P)
The cavity pressure is affected by the following factors: number and location of gates, gate size, the wall thickness of the product, the viscosity characteristics of the plastic used, and injection speed.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Car Rear Wiper Arm Injection Mold Suppliers