USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
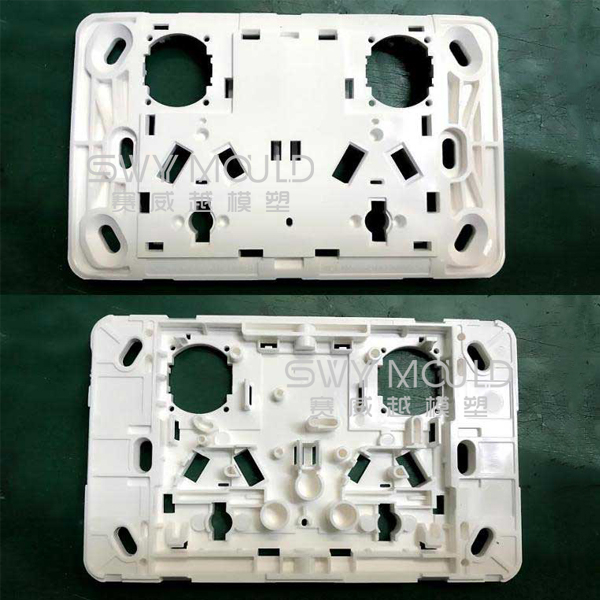

Shell resin: PC
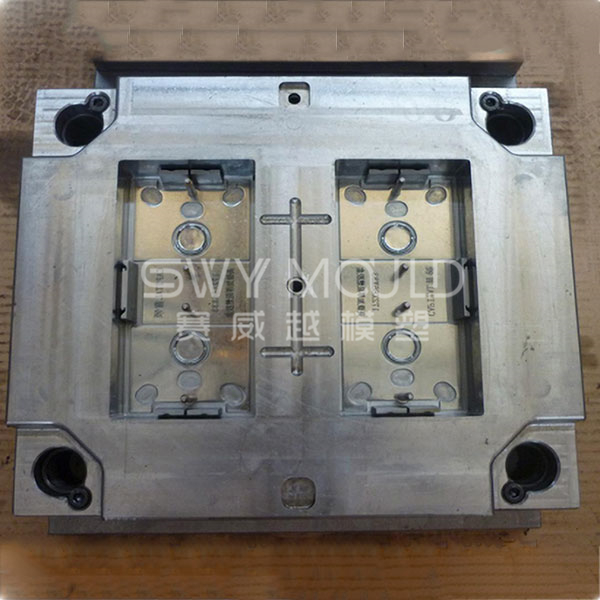
A/B plate: P20
Mould base: 45#
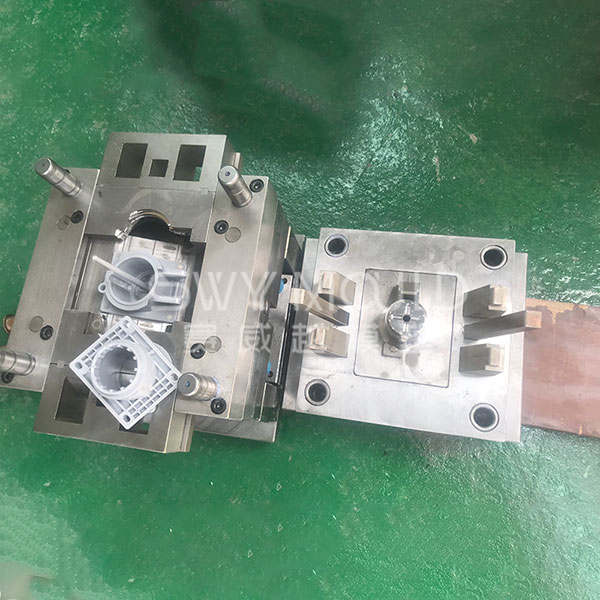
Nos. of cavity: 2
Injection system: cold runner
Ejection system: ejector pins
Surface requirement: glossy, no burr
Tool life: 1-3 million shots
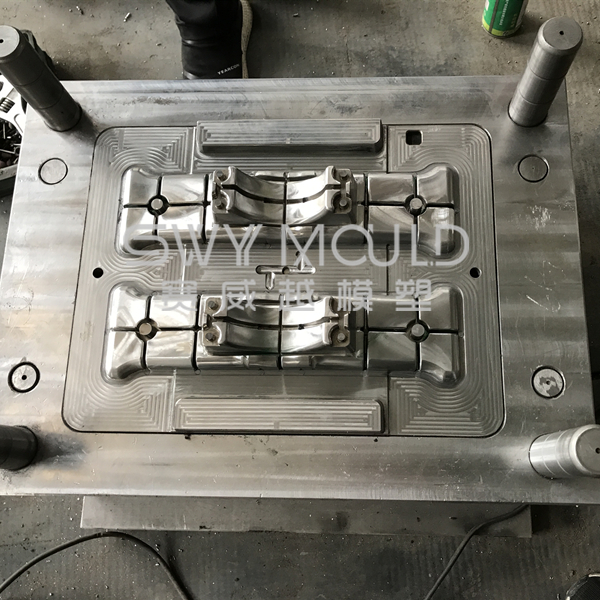
Plastic electric socket shell injection mould runner system
The Runner system connects the sprue via the gate with the cavity. It has to distribute molten plastics in the same condition, pressure and time for all cavities.
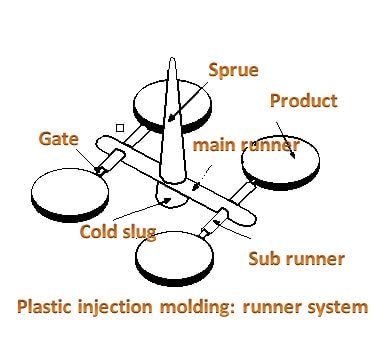
1. The function of the runner system
* Guides molten plastics into the cavity of a mold with the shortest way and with a minimum of heat and pressure loss.
* Molten plastics must enter a cavity (or cavities) at all gates at the same time under the same pressure and temperature.
* For material savings, cross-sections should be kept small. Although a large cross-section may be more favourable for optimum cavity filling and maintaining adequate holding pressure. However, a larger cross-section may increase the cooling time.
* Surface-over-volume ratio should be kept as small as feasible.
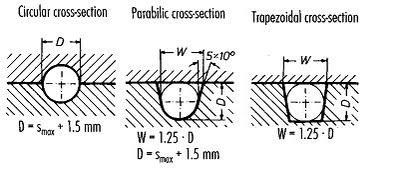
2. Cross-section of runner
Cross-section of runner depends on the heat loss, pressure loss, machining requirement. There are three types of runner cross-section: circular, parabolic, and trapezoid section area.
3. Size of runner
The size of the runner is the following thickness, type of plastics, length, cycle time, maximum injection pressure, packing, and degradation. The diameter of the runner usually is 3mm~15mm.
We can calculate the diameter of the runner following the formula:
Ds=(W½*L¼)/3.7 (1)
Ds= sub runner diameter (mm).
W= part weight (g).
L= runner length (mm).
If mold has many sub runner, the diameter of the main runner can calculate following the formula:
Dm=Ds*N⅓
Dm: Diameter of main runner (mm).
Ds: Diameter of sub runner.
N: Quantity of sub runner.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Electric Socket Shell Injection Mould Suppliers