USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.




Raw material of lens: PMMA
Raw material of base: ABS
Mold steel: S136
Mold base: 60#
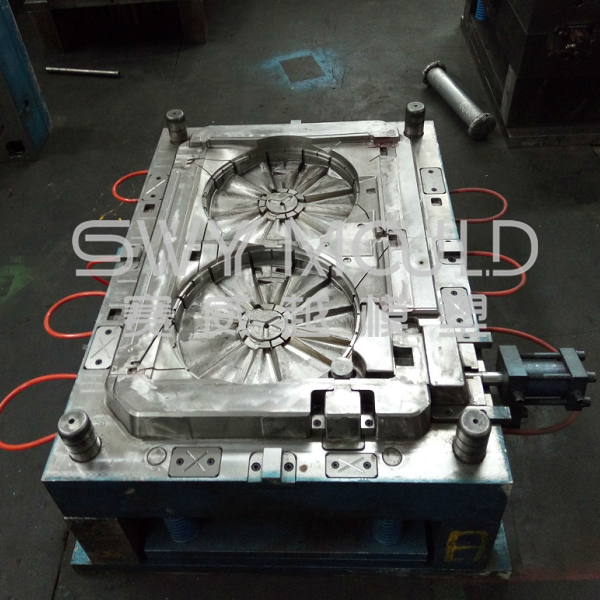
Nos. of cavity: 2
Lens mould runner: hot runner
Base mould runner: cold runner
T1 time: 45 working days
Auto plastic reflective stripes are the main parts in the field of auto parts, which are widely used in the automobile industry. Automobile reflectors provide early warning for drivers. The quality of automobile reflectors is related to the life safety of automobile drivers. However, due to the material quality of automobile reflectors, internal air leakage has caused many car reflectors to malfunction, which affects the normal driving of drivers. The cost of the existing production process increases, which increases the cost, and the optical surface on the reflective surface is greatly affected by the injection molding process. It appears that the reflection coefficient is low, the structure is complicated, the reflector is easy to age, and it is easy to be damaged quickly, which is not conducive to market promotion.
The process of testing auto plastic reflective stripe mould
1. Dry the raw materials.
The lens is made of PMMA V040 injection molding, and the bottom shell is made of ABS D-180 injection molding. Dry the materials used to make the lens and lamp housing respectively; pour PMMA V040 into the dryer for drying The drying time is 2h, and the temperature is 90℃; the ABS D-180 is poured into the drying machine for drying. The drying time is 2-3h, and the temperature is 80-100℃.
2. Lens injection
Install the mold on the injection molding machine, preheat the mold, the lens can be injected when the preheating temperature reaches 80℃ and put the dried PMMA V040 into the injection molding machine. The injection process: Barrel temperature control: feeding zone: 70-90℃, zone 1: 220-230℃, zone 2: 240-250℃, zone 3: 240-250℃, zone 4: 230-240℃, zone 5: 215- 205℃, injection pressure: one section: 110-115 kg, two-section: 125-135 kg, three-section: 130-140 kg, fourth section: 125-135kg, clamping pressure is 60-70 kg.
3. Injection molding of the bottom shell.
Install the mold on the injection molding machine and preheat the mold. When the preheating temperature reaches 40-80℃, the lens will be injected. Put the dried ABS D-180 into the injection molding machine. Injection molding process: barrel temperature control: feeding zone: 70-90℃, zone 1: 220-230℃, zone 2: 235-245℃, zone 3: 235-245℃, zone 4: 230-240℃, zone 5: 215-225℃, injection pressure: one section: 95-105kg, two-section: 120-130kg, three-section: 105-115kg, clamping pressure is 35-40 kg.
4. Parts inspection
Respectively check the appearance of the lens and the bottom shell. After OK, use the reflector with our performance testing equipment to test the optical performance of the lens. After OK, put the lens into the gauge to check the size and contour of the lens.
5. Weld the lens and the bottom shell.
Use a hot plate welding machine for welding. Use an air gun to remove dust and clean the parts. After cleaning, put the parts into the upper and lower molds of the hot plate welding machine. The air gun pressure is 0.6-0.7Mpa. , The upper mold temperature is 355-365°C, the lower mold temperature is 345-355°C, the welding depth is 1.0mm, and the reflector is made.
6. Check the reflector and check the appearance. After OK, use the airtight testing equipment to check the seal. After OK, use the gauge to check the reflector's clearance and face difference.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Auto Plastic Reflective Stripe Mould Suppliers