USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Plastic raw material: PP
Mold steel: H13
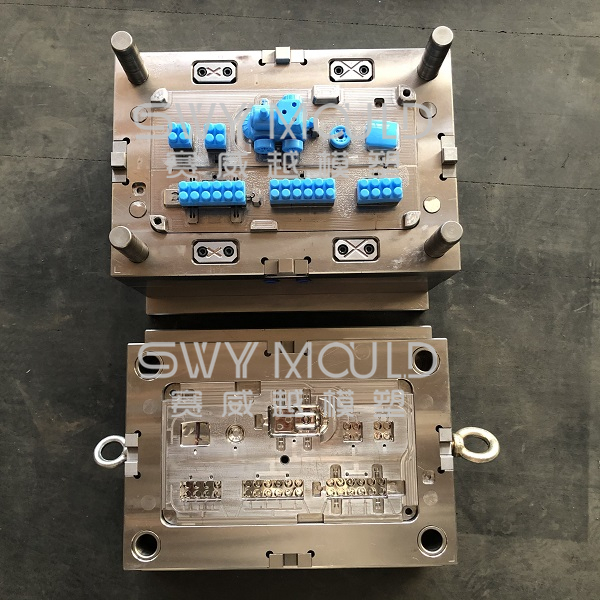
Mold cavity: 1+1+1+1+1+1+2
Mold injection system: cold runner
Material flowing way: with switch can open and close
Mold weight: 240kgs
Mold size: 540*460*400mm
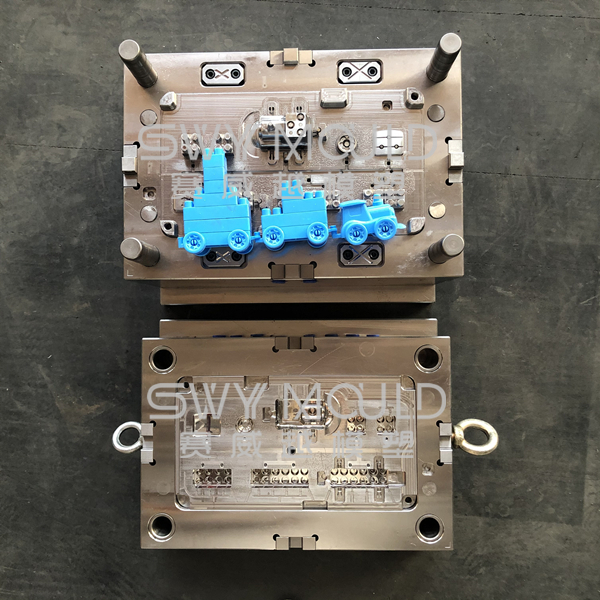
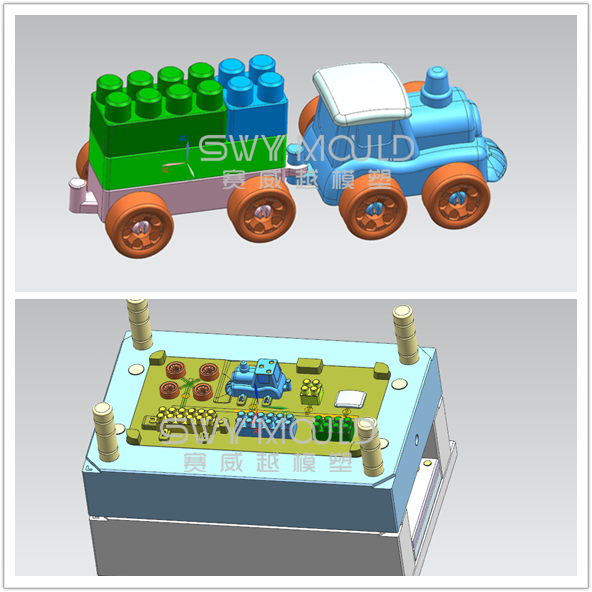
As this is the first trial business in the child toy industry for my customer, so he wants to make all shapes into one mold. But it's commonly known that toy bricks are an arbitrary combination, so there is no definitive quantity needed. When our customer tells us this doubt, we advise him we can make the switch which can open and close the material flowing way, so that customer can decide the amount of producing.
Kindly see the attached video:
The feedback from our customer:

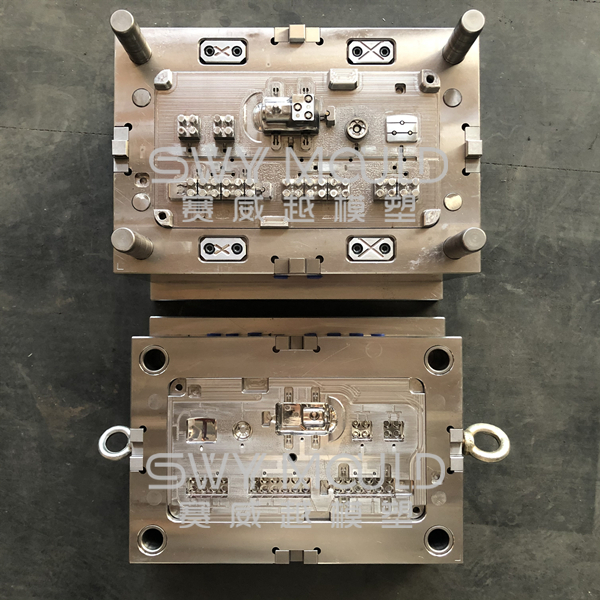
For child playing toys, the most important is safety and can't damage children. So the gate part should be clean and can't cut children's hands.
The basic function of the gate
The gate is the bridge of the runner and the cavity, and also the last stage of the injection system of injection mold.
1. Enforce the molten plastic from the runner to enter each cavity at the fastest speed.
2. Once the cavity is fully filled, the gate can be quickly cooled and sealed to prevent the uncooled plastic in the cavity from returning.

How to design gate location?
There are no set rules to follow on how to design the injection gate. It is done mostly based on experience, but there are two basic elements that must be considered:
1. The larger the cross-sectional area of the gate, the better, and the shorter the length of the gate, the better to reduce the pressure loss when the molten plastic passes through.
2. The gate must be narrow in order to make the gate cool down easily and prevent excessive plastic from flowing back. Therefore, the gate is in the center of the runner, and its cross-section should be as round as possible. However, the shut-off of the gate switch is usually determined by the mold.
Key points of design gate in plastic mold
1. The gate is opened at the thicker section of the plastic part so that the molten plastic flows from the thick section into the thin section to ensure complete mold filling;
2. The selection of gate position should make sure that the plastic filling path is the shortest to reduce pressure loss;
3. The selection of the gate position should help to eliminate the air in the cavity;
4. The gate should not allow the molten plastic to rush directly into the cavity, otherwise, it will produce a swirling flow, leaving a spin mark on the plastic part, especially the narrow gate is easier to cause such defects;
5. The location of the gate should be selected to prevent the appearance of joint lines on the plastic surface, especially in circular or cylindrical plastic parts, a cold slug well should be opened at the joint area of the plastic flow on the surface of the gate;
6. For the injection mold with a long and thin core, the gate should be far enough so that the core won’t get deformed by the flow of material;
7. When forming large and flat plastic parts, multiple gates can be used to prevent warping, deformation and insufficient plastic ;
8. The gate be placed in a position that does not affect the appearance of the plastic part, such as the bottom of the edge;
9. The size of the gate is determined by the size& shape of the plastic part and the performance of the plastic material;
10. When designing multiple-cavity injection molds, the balance of the gate needs to be taken into account with the balance of the runner and the uniform filling of plastics needs to be ensured.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Customized Plastic Injection Toy Bricks Mold Suppliers