USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

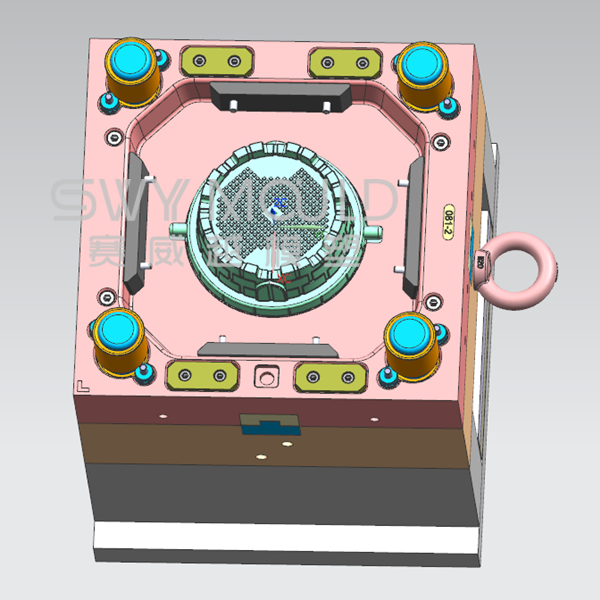
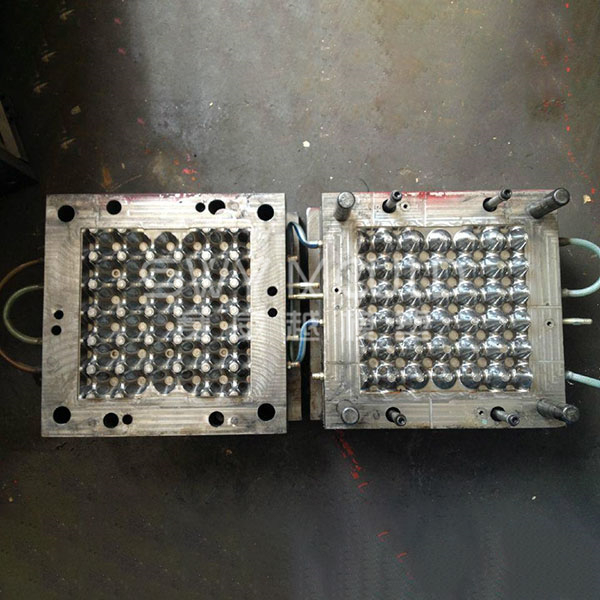
Plastic resin: PP
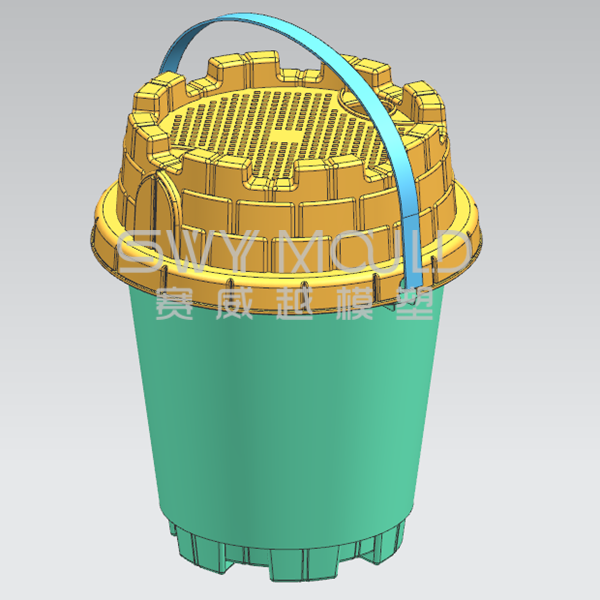
Part size: 140*135mm
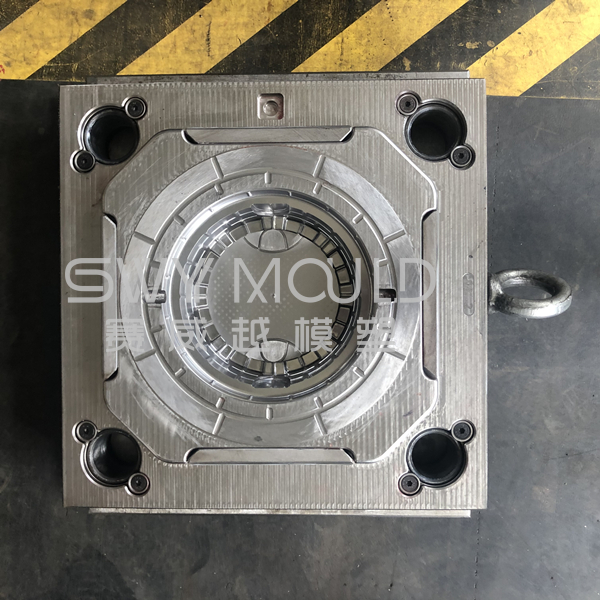
Mould steel: 2344+vacuum hardening
Mould base: 60#
Injection system: hot runner 1 tips
Mould size: 330*380*410mm
Mould weight: 300KG
Suited machine: high-speed injection molding machine 200T
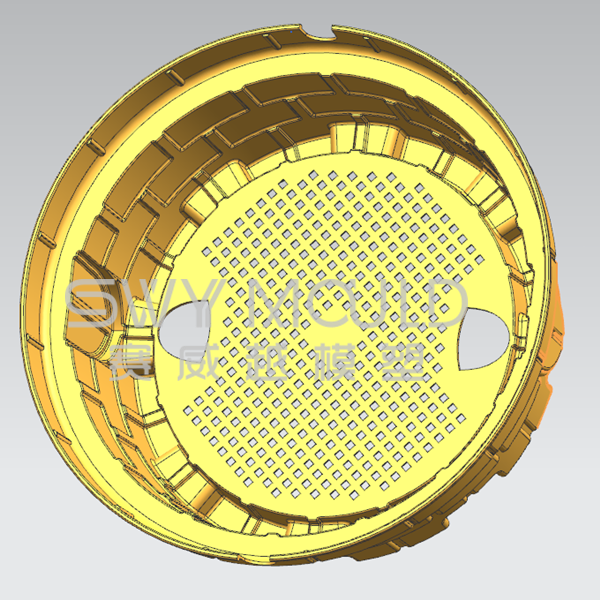
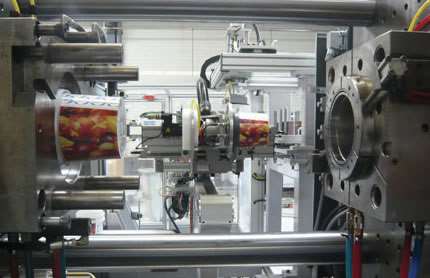
In-Mold Labelling technology in a plastic bucket
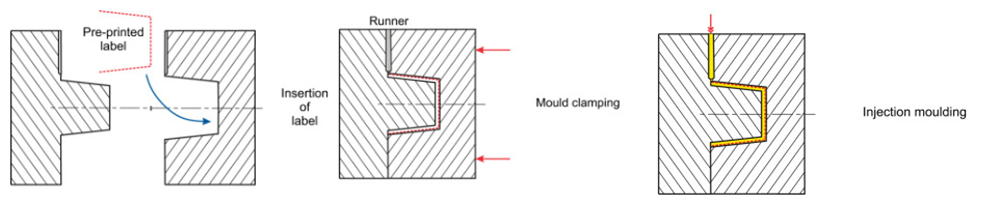
In-Mould Labelling (or IML) is a technique in which a pre-printed label is inserted into a mold immediately before molding takes place. In this way, fully printed parts may be produced at the end of the molding process, without the need for a further difficult and expensive printing stage. Printing can be particularly difficult on complex parts and some types of plastics. In the design of printed parts, it is often necessary to compromise on some design features to provide flat areas that can facilitate a subsequent printing operation. Printing is easiest when the subject surface is flat and therefore with flat labels it is possible to create some of the highest quality printed images possible on plastic. Labels may be made from a variety of materials such as paper or plastics that are designed to match those of the plastic being molded, and vary in thickness from a few hundreds of microns upwards. Although injection molding is the largest user of IML technologies, it also has major applications in thermoforming and blows molding processes.
In injection molding the technique involves inserting the label into the mold cavity immediately after ejection of the part and before the mold closes for the next cycle. The label is designed to fold easily so that it can accurately take the shape of the internal surface of the cavity. Vacuum holes or electrostatic charges may sometimes be used to aid the positioning of the label.
The process of IML
Cutting---Plane printing---Ink drying and fixing---Plastic protective film---punching positioning hole---thermoforming---shearing peripheral shape---material injection molding process flow as shown below: specific description As follows:
1. Cutting: The roll film Film is cut into square pieces of designed size for printing and molding processes.
2. Flat printing: According to the required icons and characters, it is made into a film network, and icons and characters are printed on the cut film square block.
3. Drying and fixing of the ink: The printed film Film square is placed in a high-temperature oven to be dried, in order to fix the IML ink.
4. Sticking protective film: avoiding the surface of the printed film Film during the punching process, sometimes it is necessary to apply a single layer or double layer protective film.
5. Punching the positioning hole: The thermoforming positioning hole must be punched. The positioning holes in the shearing process are sometimes punched in advance.
6. Thermoforming (high pressure or copper mold): After the printed film is heated, it is molded in a preheated state by a high-pressure machine or a copper mold.
7. Cutting the peripheral shape: a scrap of the formed three-dimensional film is cut off.
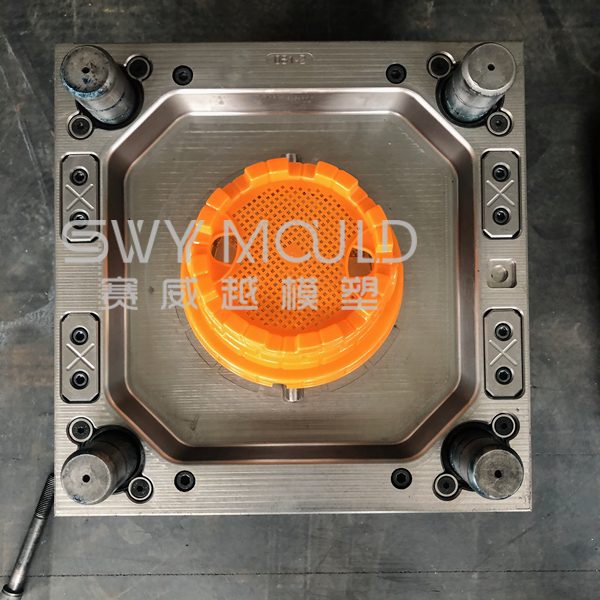
8. Material injection: The film with the same shape as the front mold of the front mold is placed on the front mold to mold the finished product of the IML.
The advantages and disadvantages of the IML process
1. Advantages
* The film production cycle is short and can display multiple colors
* The pattern and color can be changed at any time during production
* The outermost layer of IML is FILM, the ink is printed on the middle layer, the appearance is smooth and beautiful, the more the touch is brighter, and it has excellent scratch resistance
* IML production batch quantity is very flexible, suitable for multi-variety small-scale production
2. Disadvantages
* The previous period is long
* It is easy to produce film peeling, distortion, and the like
* High product defect rate
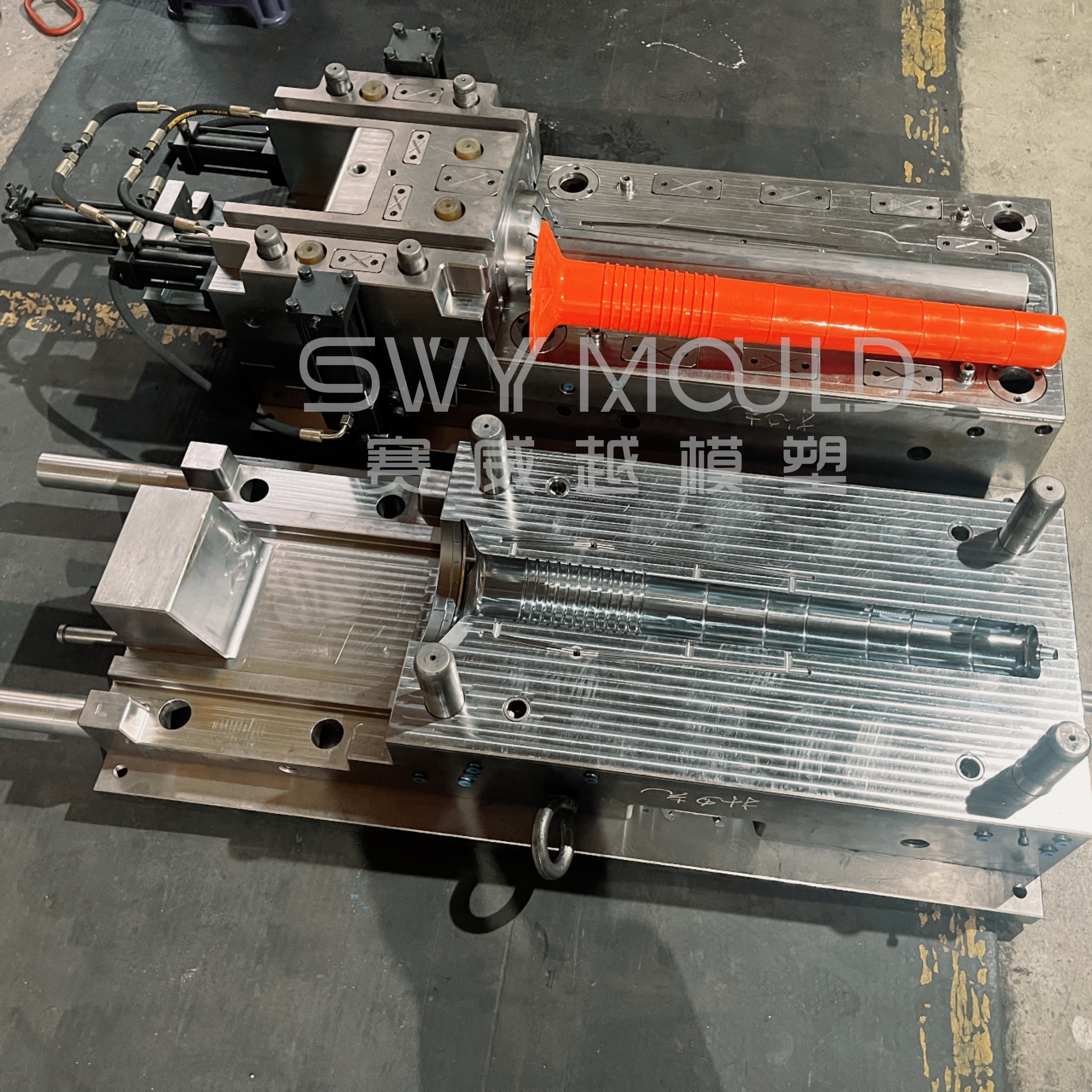
The advantages of high-speed injection moulding machine
High-speed injection molding machines are all-electric motors, ordinary injection molding machines are hydraulic injection molding machines, and hydraulic injection molding machines are relatively slow in running speed. The servo motor used in the all-electric injection molding machine realizes the opening and closing mode, ejection and ejection, raw material injection and storage, etc., and the operation speed is fast and precise, which greatly improves or improves the production environment and production efficiency. However, servo-electric injection molding machines now only have machines with clamping forces below 850 tons.
The high-speed injection molding machine is highly efficient. The molding process of the ordinary injection molding machine is: mold clamping - injection - cooling - storage - mold opening - mold - gap time; high-speed injection molding machine uses three-axis linkage, popularly speaking three Loop. The molding process is mold clamping - injection - cooling - mold opening (synchronous mold, storage) - gap time. For example, the molding time of a normal injection molding machine is 10 seconds, and the high-speed injection molding machine uses the principle of three-axis linkage. The molding time is shortened by about 6 seconds, and the two small steps are subtracted, but the time is increased by about half.
The high-speed injection molding machine is environmentally friendly, and the standard pump used in ordinary injection molding machines has large pollution in terms of electric power, hydraulic oil, and noise. The high-speed injection molding machine uses a hybrid type of oil pump and servo motor.
The advantages of the servo-hydraulic system are as follows: The implementation of the soft-start mold will not affect the power network and avoid voltage and electric radiation pollution. It can effectively prevent the oil temperature from being too high and the temperature drop is good. Greatly reduce the replacement rate of hydraulic oil. Due to the better click and power system gear pump, the servo-hydraulic system can greatly reduce the machine operation and production noise and improve the working environment.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM IML Bucket Plastic Cover Injection Mould Suppliers