USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


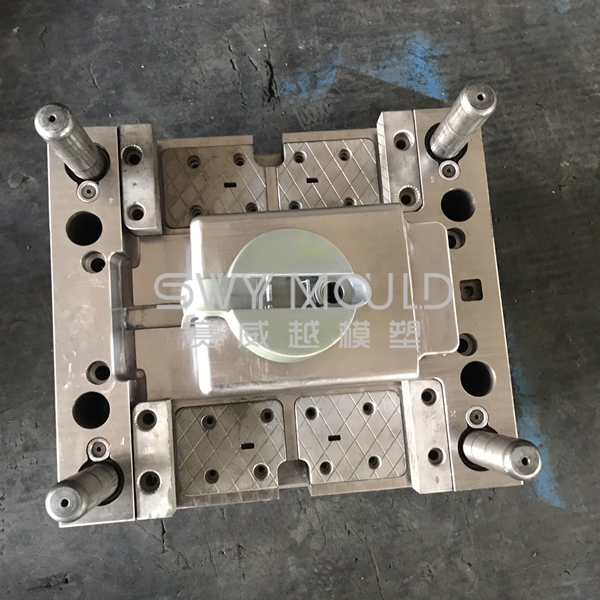
Part material: PP
Mold material: P20
Mold base: 60#
Mold cavity: 2+2
Injection system: cold runner
Ejector system: ejector pin
Mold size: 360*360*380mm
Mold weight: 285kg
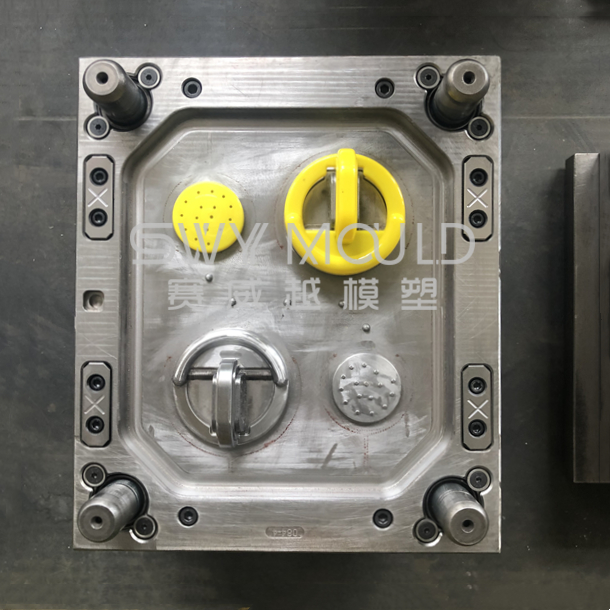
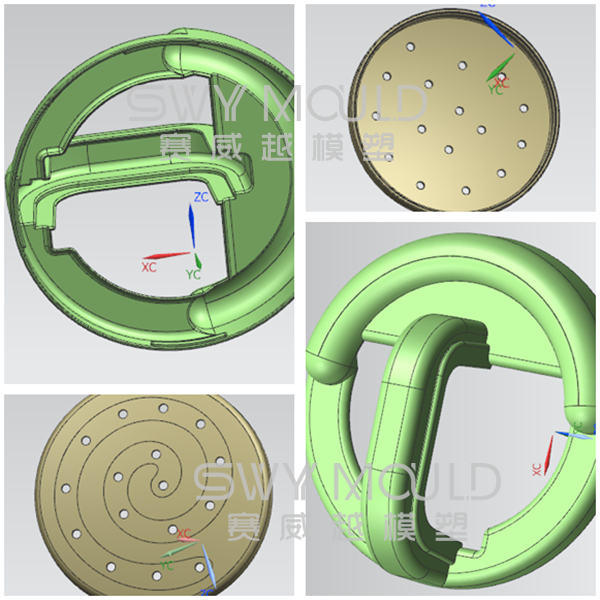
Part surface selection of plastic baby toy kettle cover mold
The parting surface is for taking out the injection-molded plastic part from the mold cavity or in order to meet the needs of plastic molding, such as the installation of the insert, and the exhaust. According to the structure of the plastic part, the part of the injection molded part is divided into several parts of the touch surface. It is divided into the horizontal parting surface, vertical parting surface, and composite parting surface. When plastic injection molding, in order to facilitate the release of the injection molded part, the plastic injection mold is made into several parts and the joint surface is called the parting surface. When selecting a parting surface, try to ensure the quality of the injection-molded plastic parts and simplify the processing process of mold making and injection molding. The selection of the parting surface is also the first step in mold design. It is affected by many factors such as shape, appearance, wall thickness, dimensional accuracy, and a number of cavities.
1. The mold parting surface should be located at the maximum contour of the plastic part
After the orientation of the plastic parts on the moving mold and the fixed mold is determined, the mold parting surface should be located at the maximum contour of the plastic part, otherwise, the plastic parts will not be able to demold from the mold cavity. This is the most basic principle of selecting a parting surface.
2. The selection of the mold parting surface should be beneficial to the smooth release of the plastic part
Since the ejection device of the injection molding machine is on one side of the movable mold, the mold parting surface should be selected to ensure that the plastic part remains on one side of the movable mold after mold opening. This facilitates the operation of the push-out mechanism provided in the movable mold portion. If the ejection mechanism is set in the fixed mold, the complexity of the plastic mold will be increased.
3. The selection of the mold parting surface should ensure the accuracy of the plastic parts and the appearance quality
The mold parting surface cannot be set on the smooth surface and the appearance surface of the plastic product, so as to avoid affecting the appearance quality of the injection molded part.
For parts where the plastic parts require high concentricity when selecting the mold parting surfaces, it is best to place them in the same side cavity of the injection mold.
4. The selection of mold parting surface should be beneficial to the plastic injection mold making
Usually, in the mold structure design, the selection of the straight parting surface is mostly. However, in order to facilitate injection mold manufacturing, a reasonable parting surface should be selected according to the actual situation of the injection mold.
5. The selection of the mold parting surface should be beneficial to the exhaust
The mold parting surface is the main exhaust channel in the mold structure and should be set at the end of the plastic melt flow direction as much as possible, and the gating system design should be considered at the same time to facilitate the gas discharge in the mold cavity.
6. The selection of the mold parting surface should consider the lateral core pulling of the mold
In order to ensure the easy placement of the lateral core and the smooth movement of the core pulling mechanism, when selecting the mold parting surface, the shallow lateral recess or the short lateral boss should be used as the core pulling direction, and the deep recessed hole or the higher boss is placed in the direction of the mold clamping, and the lateral core pulling mechanism is prevented from being placed on the side of the movable mold.
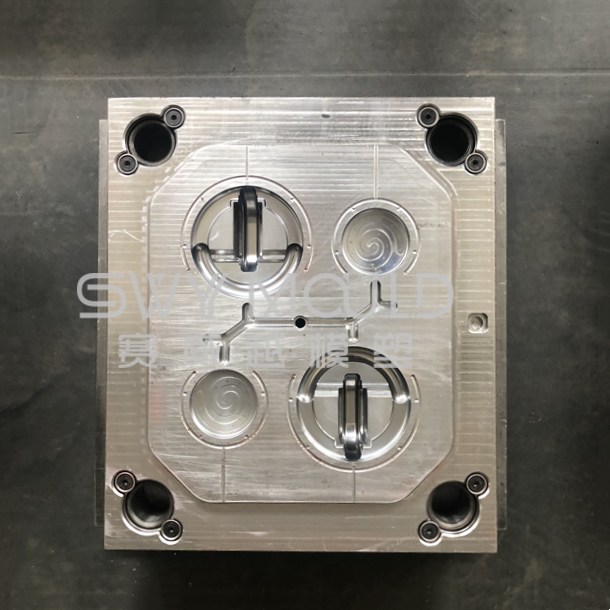
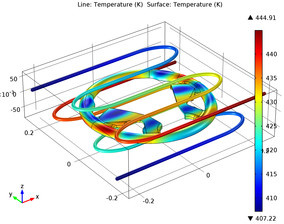
Plastic baby toy kettle cover mold cooling system
The cooling system is also called a heat exchange system. When the melt is injected into the cavity, the cooling system cools and condenses the injection molded parts quickly. The economic significance is to shorten the molding cycle and improve production efficiency. The design of the cooling system is often limited by the geometry of the cavity (mold cavity), the parting line, the slider, and the ejector rod. Therefore, it cannot be rigidly designed according to the standard distribution. The cooling system must be designed to ensure rapid and uniform cooling.
1. The importance of a cooling system
The effect of cooling on the quality of plastic parts is reflected in the following aspects:
* Deformation
* Dimensional accuracy
* Mechanical properties
* Surface Quality
The effect of the cooling system on productivity is primarily reflected by the cooling time. Usually, the temperature of plastic melt injected into the cavity is about 200℃, and the temperature at which the plastic part is taken out from the cavity is below 60℃. About 5% of the heat released during melt molding is emitted into the atmosphere in the form of radiation and convection, and the remaining 95% is carried away by a cooling medium (generally water), otherwise the repeated injection of plastic melt will cause the mold temperature rises.
2. Cooling system design principles
In order to improve the efficiency of the cooling system, make the temperature distribution on the surface of the cavity uniform, so as to prevent the plastic parts from warping and deforming due to uneven shrinkage during the cooling process. The following principles should be followed in the design of the cooling system:
* Design the cooling system should be prior to the demolding mechanism.
* Pay attention to the heat balance of the cavity mold and the core.
* The number of cooling channels should be as much as possible, and the cross-sectional area should be as large as possible.
* Reasonably determine the distance from the cooling water channel to the cavity wall.
* The temperature difference of the water flow at the entrance and exit of the cooling channel should be as small as possible.
* Strengthen the cooling at the gate.
* The cooling water channel should be set in the direction in which the plastic shrinks.
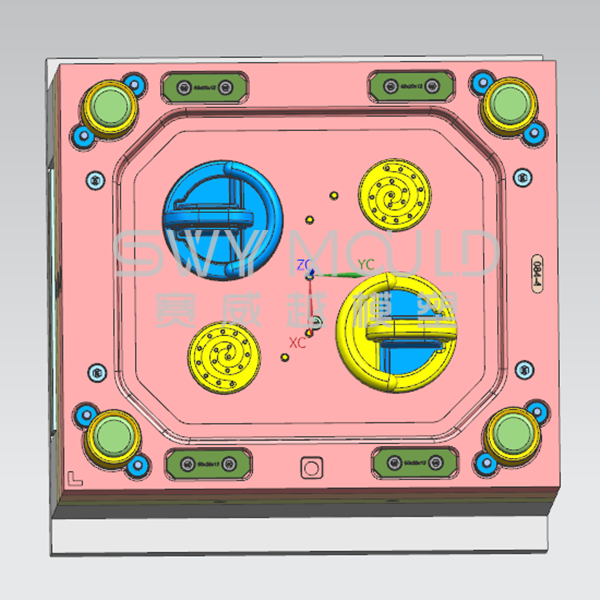
3. Common cooling waterway structure
Common cross-sectional shapes of cooling water channels include circular straight tubes, square straight tubes, round curved tubes, and square curved tubes. Common structural forms include water spray form, baffle form, and heat pipe form.
There are many arrange of cooling water channel and cooling ways. Below are some common forms:
* Direct cooling form which adopts the template circulation waterway:
For template, it can be arranged by circulating waterway direct cooling form.
* Direct cooling form which adopts the circulating water channel of the molded part:
For the medium-height core, the cooling circuit formed by the oblique cross pipe can be used.
* The cooling form of the water blocking plate:
The cooling water circuit of the common water blocking plate is connected in series, and the parallel cooling water path is adopted on the multi-core.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Baby Toy Kettle Cover Mold Suppliers