USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

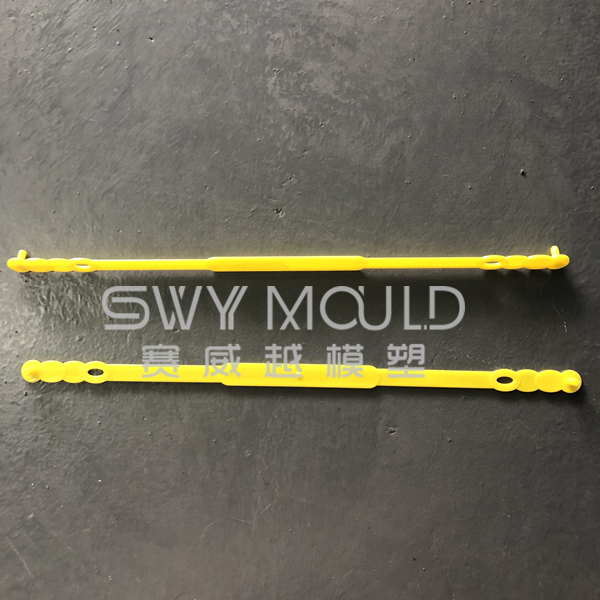
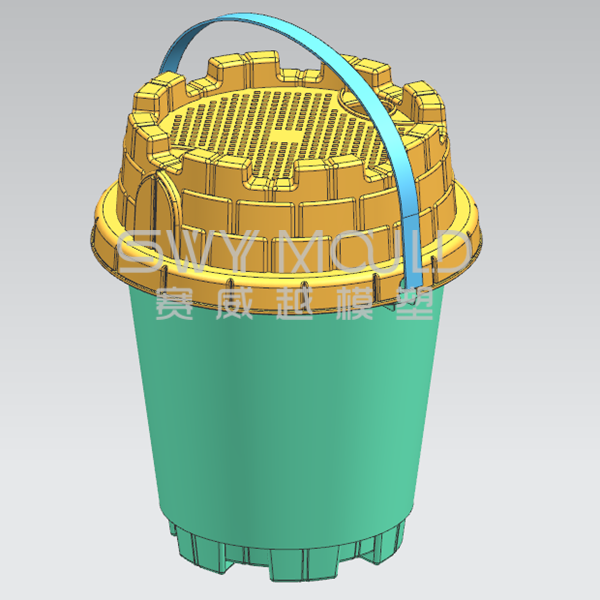
Plastic resin: PP
Part size: 280mm length
Mold material: P20
Mold base: 60#
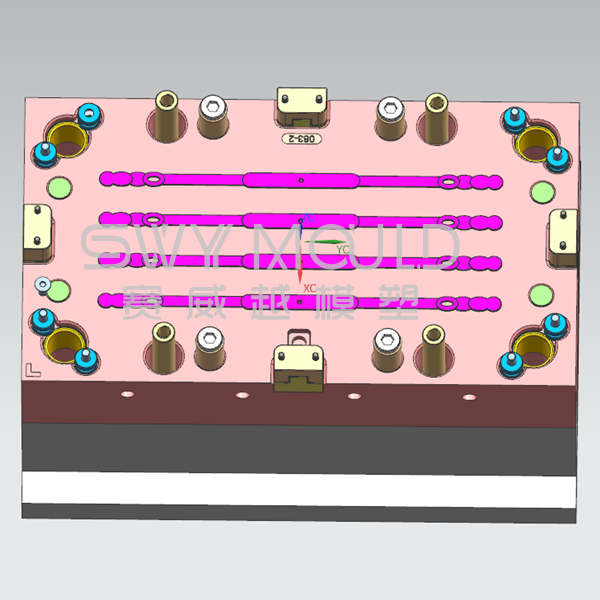
Nos. of cavity: 4
Runner system: cold runner
Mold size: 390*270*280mm
Mold weight: 170KG
Basic knowledge of injection molding process
The injection molding is the most important step to get the finished part after the mold is complete; the precondition is verified injection mold, proper dried up resin, proper injection press, and experienced process engineer; simply, injection molding is a process of Injection molding machine press the melted plastic into the mold and get the desired shape of a plastic part after cooling and ejection up, comparing with another processing method, injection molding has the advantage of efficient, productivity, it has strict requirement for mold construction and injection press, so it is mainly for high-volume production of injection molded parts.
Injection molding machine commonly used plunger cylinder/screw cylinder. Injection molding process: Dry up the resin to the required temperature within 2~4 hours, feed the plastic raw material from the hopper into the barrel, the plunger starts to rotate, the plastic raw material is pushed into a heating barrel, and then through the bypass shuttle, the molten plastic through the nozzle into the mold cavity, then water or oil run through the designed cooling system to cool down the mold to get a plastic article. Injection-molded parts from the mold cavity are typically required for proper treatment to remove the stress generated during the molding process to have good dimensional stability and performance.
There are a lot of products produced by injection molding, most of the articles we frequently use in our office or our home, industrial application, automotive, medication, etc. it contributes a lot to production efficiency and makes low-cost production is realistic.

Understanding plastic injection molding process
Plastic injection molding processes consist of four main stages: filling, packing, cooling, and ejection. The four stages determine the quality of the injection molded parts, and the four stages are a complete and continuous process.
1. Filling stage
Filling the melt flow into mold cavities is the first step in the process, the mold cavities would be filled about 95% in this stage. Generally, the shorter the filling time, the higher the molding efficiency, but in practice, the injection molding time or speed is influenced by many other factors:
* the viscosity of the material flow
* injection pressure
* injection speed (the faster the reaction the greater)
* runner, gate friction loss
* venting
* mold structure
* Mold temperature
2. Packing & Holding Stage
The Packing&Holding pressure is continuously applied in the packing stage, the melt compacted to increase the density of the plastic (densification) to compensate for the plastic shrinkage behavior. In the packing process, pressure in the mold cavity is high because it’s almost full filled. Injection molding machine screws are still moving forward slightly, plastic flow rate becomes very slow, in the packing stage, the plastic mold wall is cooled down and solidified until the gate is closed.
Holding pressure and speed is usually 50% to 65% of the maximum pressure and speed of filling, which means holding pressure is 0.6 ~ 0.8 MPa lower than the injection pressure.
3. Cooling stage
The design of the cooling system of an injection mold is very important. Because the molded plastic article needs to be cooled and solidified to avoid deformation or damage. The cooling time takes about 80% of the injection molding cycle, so a well-designed cooling system can shorten the cycle time and improve productivity magnificently. The poorly designed cooling system will increase cycle time, increase costs; uneven cooling will cause distortion of molded parts; which will cause the failure of the total project.
4. Ejection Stage
The last process of plastic injection molding is releasing the parts from the core side, it’s also called de-molding. Even the plastic parts have been cooled down and solidified during the cooling stage, but you still need to be careful about the way of ejection. The un-proper way will deform the plastic molded parts or even cause damage. There are some common methods of releasing, injector pins, stripper plate, gas assistance ejection, or take out by manual for a rubber part, which way to go depends on the molded plastic parts structure. The ejector layout should be uniform to achieve stable releasing. The preferable location of the ejector is where there is maximum strength and the largest release resistance on the part. The stripper is generally used for round or deep cavity thin-walled containers or transparent products with no ejector mark allowed.
Viewing mold testing video
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Children's Toy Bucket With Hand Mold Suppliers




