USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


Convenient, lightweight and foldable without taking up space, these are the advantages of the plastic folding bathtub. To realize this kind of bathtub, need plastic injection moulds to produce.
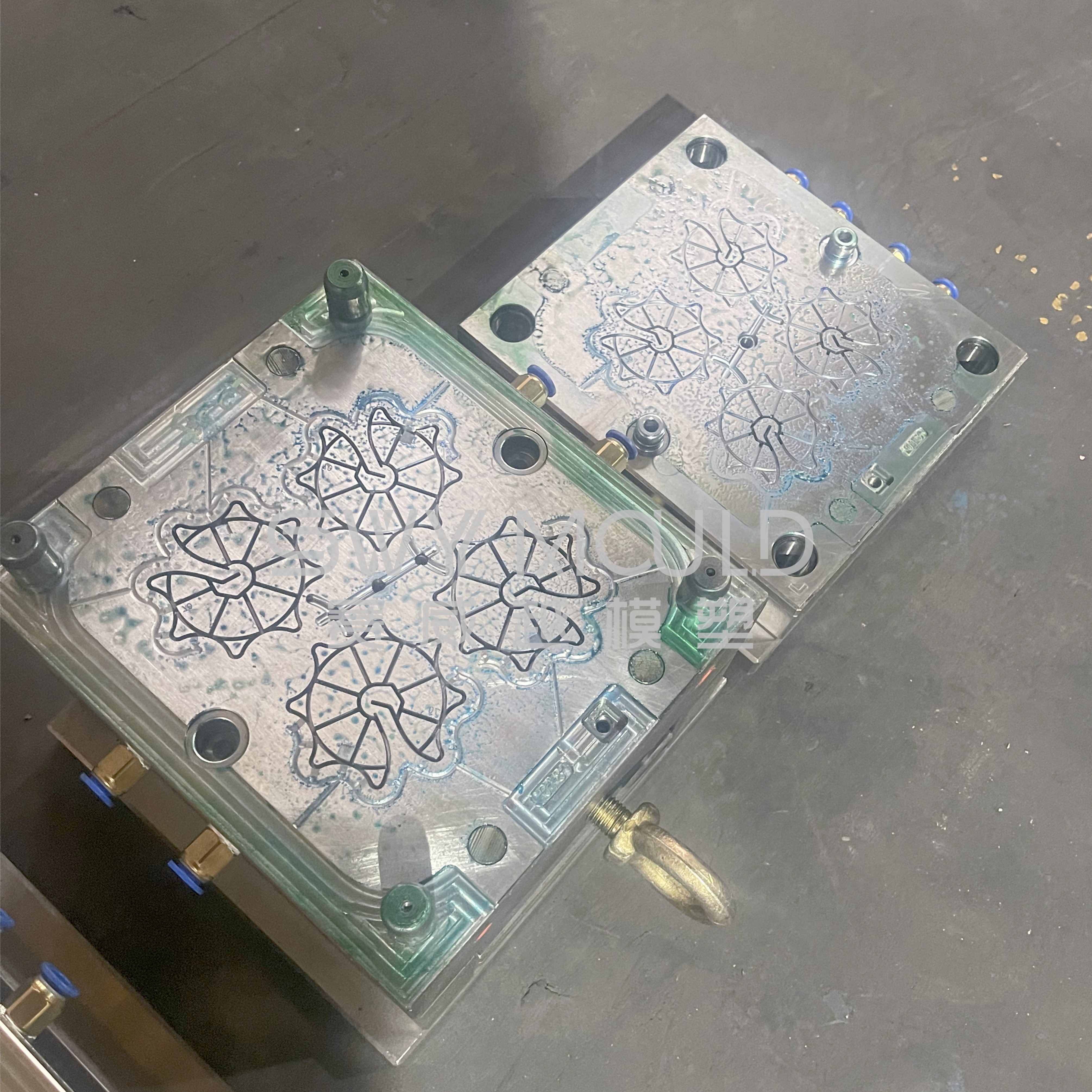
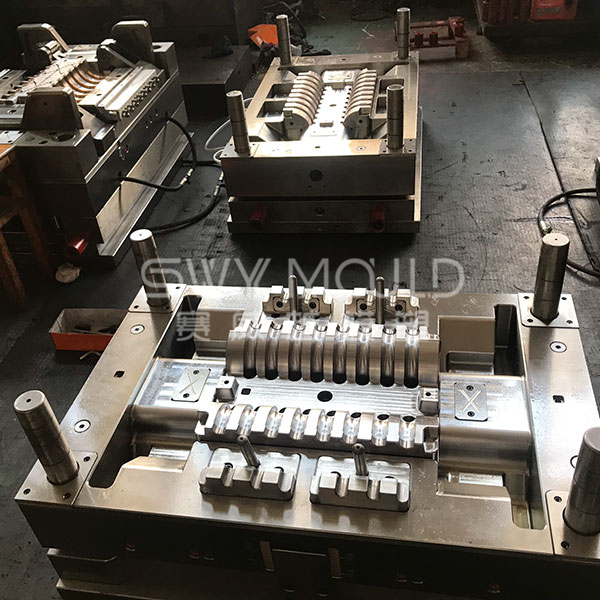
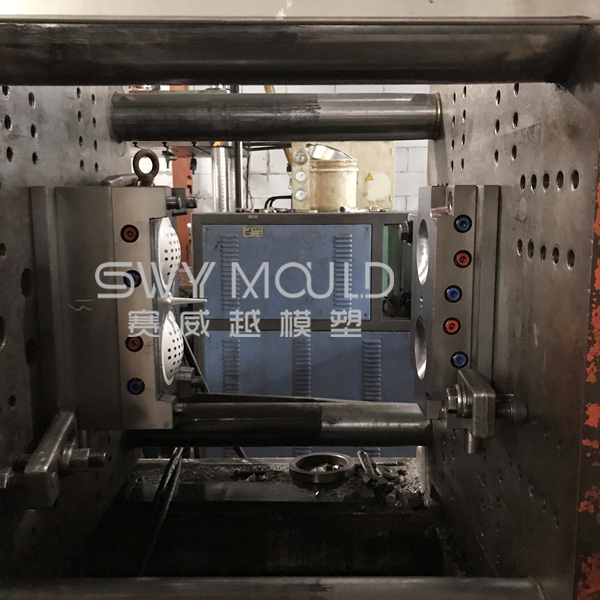
There are two moulds for this plastic folding bathtub, one mould with plastic material of PP, and another mould with TPR material. Producing the PP part firstly and then putting the PP part into TPR mould and injecting the second time. At last, the total bathtub is made. For making such kind of moulds, need high precision on size and assembly, also need rich experience. SWY MOULD is glad to help you, kindly contact us to get more information.
T1 video of bathtub PP part
What is double color mould?
Now the ever-changing consumer product models require good looks, fancy design, and also to quickly meet market demand. Designers generally design products for different purposes, in different parts of different materials to meet the needs of a particular environment and to extend the product life, and increase aesthetic and practical purpose. This practical design requirement will undoubtedly lead to the production technology also will be complicated, the double color injection molding process is to be born of this trend.
Double color injection molding is to make two different color materials injected into one same mold, to make plastic parts presents regular or irregular pattern more-like colors to enhance the plastic parts of practicality and aesthetics.
A two-color product refers to a product consisting of two colors. Note that no two parts are installed together, but they are completed through two injection moldings. The advantage of the product is that the two colors are not easily separated. Two-color products are widely used in articles of everyday use, household appliances, medical equipment, etc.
Features of double color mould
1. The two mould cavity shapes are different, form the product respectively, and the two core shapes are exactly the same.
2. The mould core and cavity shall match well after rotate 180 degrees. This inspection must be done during the designing process. When making the design, the designer must check this action, as this has a very high requirement for the mould base positioning process.
3. The three-plate mould gate is preferably designed to be able to release automatically. If inject TPU or TPE material, especially important to pay attention to the gate dropping whether feasible.
4. When design the 2nd color mould, in order to prevent the 2nd mold from inserting (or rubbing) and hurting the product that has been molded by 1st color mould, can leave some space, but need to consider the strength of each touching area. That is, whether will get deformation when under a large injection pressure result in the 2nd time injection molding.
5. When molding the products, it’s better to make the 1st color a little bit bigger, so it can fit tighter when put to the 2nd color mould.
6. At the second injection molding, will the material melt flow impact the 1st color molded product which leads to deformation? If possible, must find a way to improve.
7. Before mould clamping, shall notice the slide or angle lift will crush the product if they reset ahead. It is necessary to find a way to make A and B plate clamp first, then let slide or angle lift reset.
8. The water layout and channels on two cores and cavities need to be as full and balanced as possible.
9. 99% of cases, inject the hard part first and then inject the soft plastic part as the soft part easily gets deformed.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Double-color Folding Bathtub Injection Mould Suppliers