USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


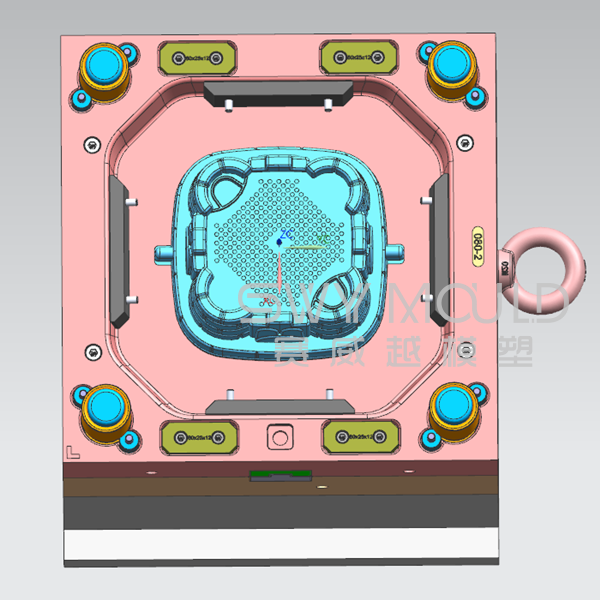
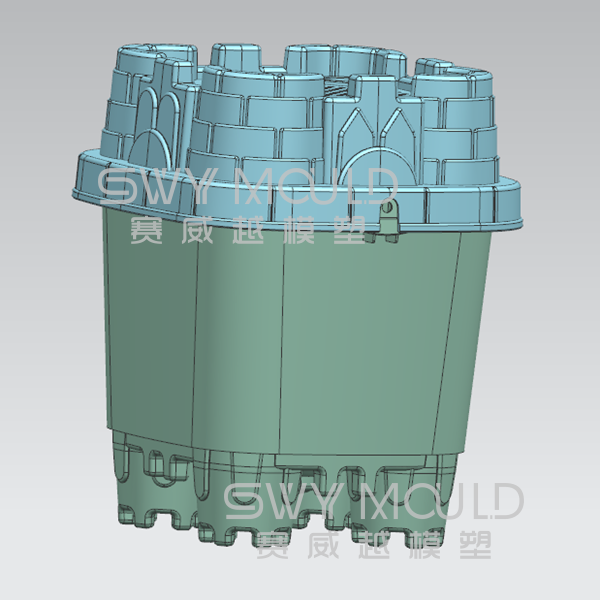

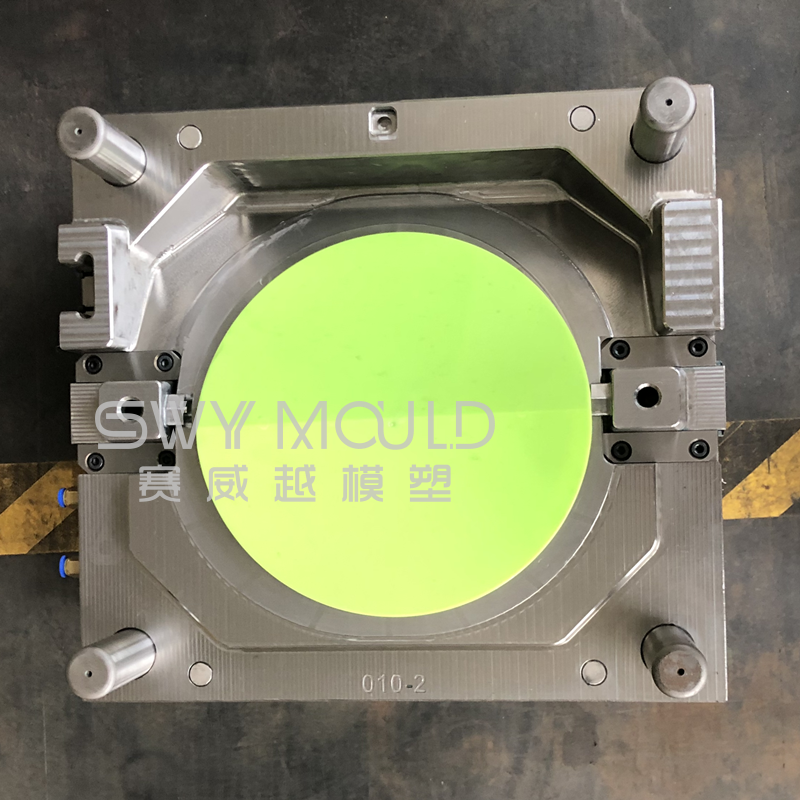
Cover size: 170*170*65mm
Cover material: PP
Mould material: 2344 vacuum hardening
Mould base: 60#
Injection system: hot runner 1 tip
Mould size: 350*400*415mm
Mould weight: 335KG
Injection molding machine: high-speed machine 200T
Operating method: picking with the robot hand
The injection speed influences the injection molding process
The injection speed relative to injection pressure shows a U-curve. If the injection speed is too low, heat loss will be greater than heat generation, causing flow temperature to drop, viscosity to increase and the solidification layer to thicken. So, resistance to flow, as well as injection pressure will rise.
On the other hand, when the injection molding speed is high, low temperature will rise, the viscosity will decrease and the solidification layer will be thinner. However, the friction between the solidification layer and the flow layer will see a considerable increase, thus causing the injection pressure to rise. Injection pressure will be minimized when the flow speed is constant in the cavity.
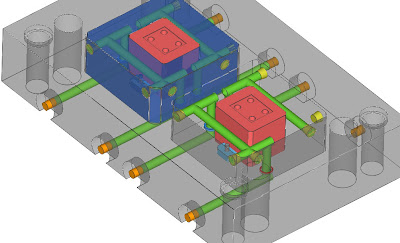
For high-speed injection mould, the cycle time is very important. As the key to reducing the cycle time, how to make a good cooling system is most important.
Definition of injection mould cooling system
Injection mold cooling system: AKA. injection mold temperature control system
1. Heat or cool the mold to keep its temperature within a reasonable range.
2. Mold cooling medium: water, oil, beryllium copper (BeCu) and air, etc.
3. Mold heating methods: hot water, steam, hot oil, and heating rod, etc.
Influence of mould temperature on different plastics
1. For plastic materials with great fluidity (PE, PP, HIPS, and ABS, etc.), lowering the mold temperature helps reduce stress cracking (the mold temperature is usually around 60°C);
2. For plastic materials with poor fluidity (PC, PPO, and PSF, etc.), raising the mold temperature helps reduce the internal stress of the plastic product (the mold temperature usually ranges between 80°C and 120°C).
Influence of mould temperature on quality of molded plastic products
1. Temperature too high: The plastic products deform greatly after mold release, and it is easy to cause flashing and sticking;
2. Temperature too low: Leading to poor melt fluidity, as well as such surface defects as silver streaks, flow lines, and underfilling;
3. Uneven temperature: The plastic products shrink unevenly, resulting in warping deformation.
Location of cooling lines
1. Try to keep a consistent distance between the coolant and the filled plastic in the cavity, 10-15mm is preferred. The center distance of the coolant is about 5D
2. The cooling lines should not be close to locations where the melt flows finally meet
3. Prevent the cooling lines from interfering with other mechanisms in the mold, and maintain a steel part of 3mm in the middle
4. The coolant for the cavity insert should be as close as possible to the filled plastic, and that of the core insert should be set as far as possible to the outer edge. When the mold cavity/core is too big, the coolant must be in contact with it
5. For the BeCu mold, coolant may go straightly between plate A and plate B

Guidelines for mould cooling system
* independent symmetrical cooling circuits around the mold cavities
* cores need effective cooling
* short cooling channels to ensure temperature differences between in and outlet do not exceed 5 degree
* parallel circuits are preferred over serial cooling
* avoid dead spots and/or air bubbles in cooling circuits
* the head exchange between injection mould and machine should be minimized
* differences in flow resistance of cooling channels, caused by diameter changes, should be avoided.
Mold parts that are excessively heated, like sprue bushings and areas near the gates, must be cooled intensively. Rapid and even cooling is enhanced by the use of highly conductive metals, such as beryllium-copper. These metals are used to full advantage in places where it is impossible to place sufficient cooling channels. Copper transfers twice as much heat as carbon steel and four times as much heat as stainless steel. This does not mean copper mold will run 4 times faster than a stainless steel mold, but they will significantly faster run some thin-walled parts.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Injection Mould Of Beach Bucket Cover Suppliers