USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

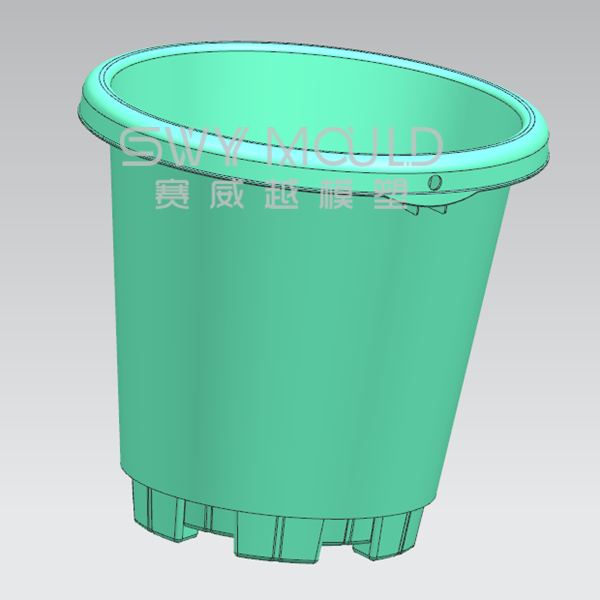
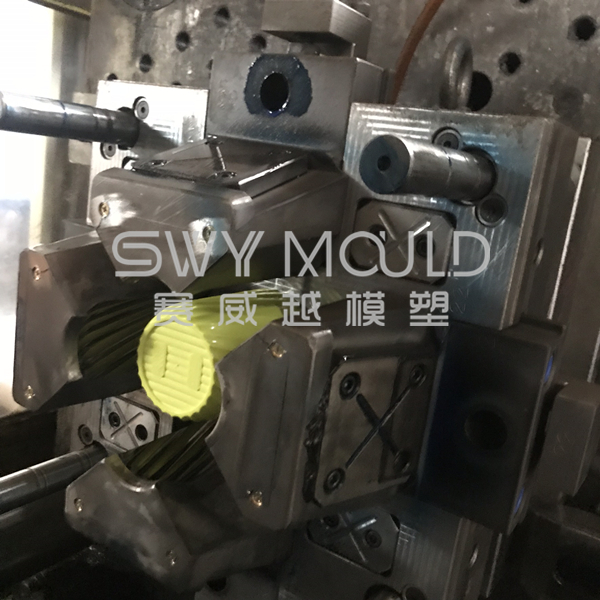
Bucket size: 140mm height & 135mm diameter
Bucket plastic resin: PP
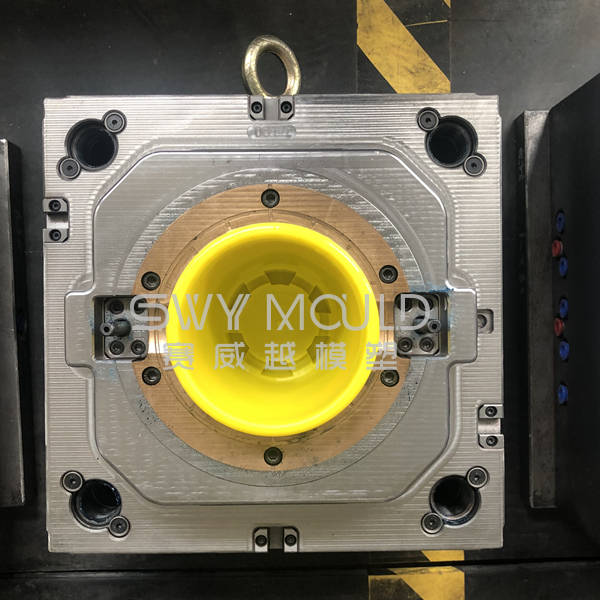
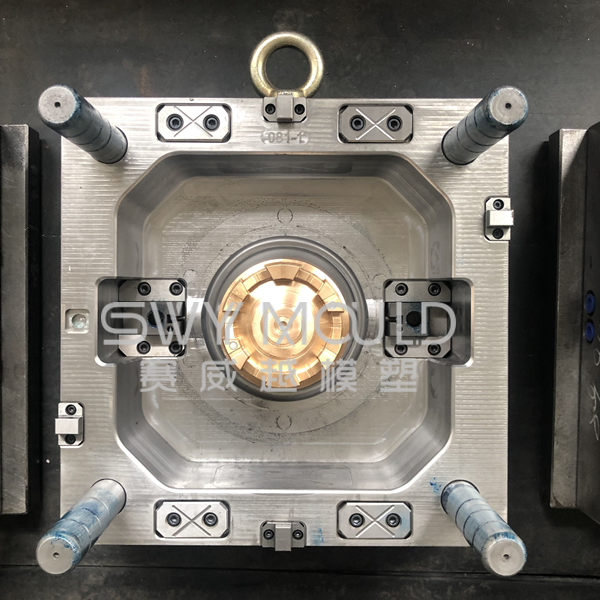
Mold steel: 2344 vacuum hardening+beryllium copper
Runner system: hot runner 1 tip
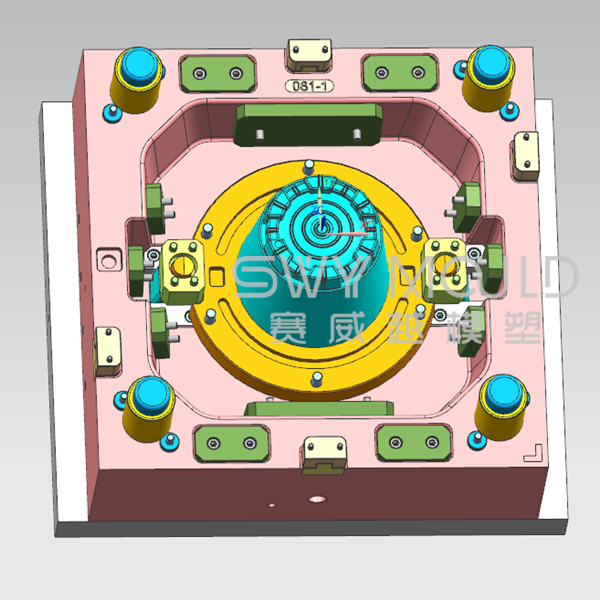
Mold size: 370*420*320mm
Mold weight: 340kg
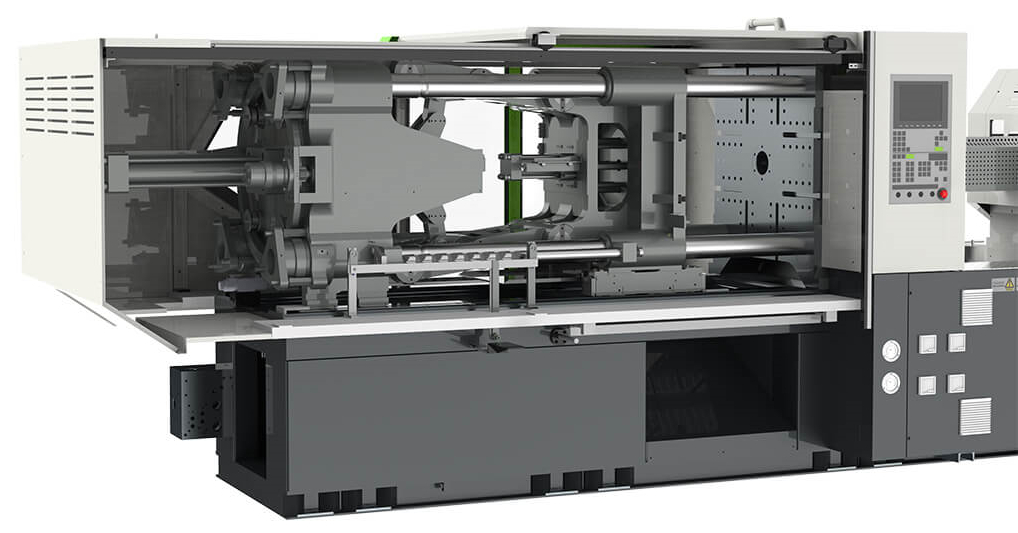
Injection molding machine: 200T high-speed with the robot hand
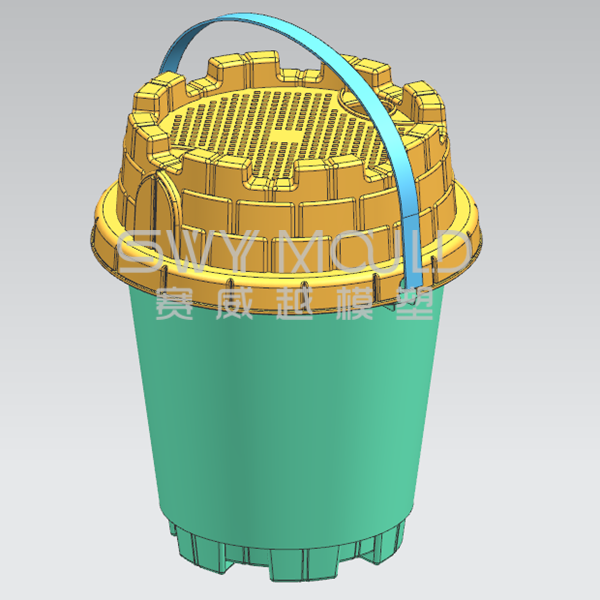
There are two sizes of the round bucket which our customer ordered. This is the small size one.
SWY MOULD can customize the bucket mold with the certain size you need.
The difference between a high-speed injection molding machine and an ordinary injection machine
A high-speed injection molding machine is the whole motor, an ordinary injection molding machine is a hydraulic injection molding machine, and a hydraulic injection molding machine's relative speed is slow. An all-electric injection molding machine uses a servo motor to achieve open and close mold, ejection and demolding, raw material injection and storage, etc. The running speed is fast and precise, greatly improving or improving the production environment and production efficiency. But now the servo-electric injection molding machine only has a clamping force of fewer than 850 tons.
High-speed injection molding machine is efficient, the molding process of the ordinary injection molding machine is: locking - injection - cooling - storage - open - mold - support - clearance time; high-speed injection molding machine adopts three-axis linkage, commonly known as the three-loop. The forming process is mold locking - injection - cooling - opening (synchronous mold support, material storage) - clearance time. For example, a product with ordinary injection molding machine molding time is 10 seconds, and high-speed injection molding machine using the principle of three-axis linkage, molding time is greatly shortened by about 6 seconds, minus two small steps, but time increased by about half speed.
The high-speed injection molding machine is environmentally friendly. The standard pump used in the ordinary injection molding machine pollutes the power, hydraulic oil, and noise. High-speed injection molding machine adopts oil and electric hybrid type of oil pump and servo motor.
The advantages of the servo-hydraulic system are as follows: the implementation of soft start mold will not affect the power network, avoid voltage and spoke pollution. It can effectively prevent high oil temperature and cool down. Greatly reduce the replacement rate of hydraulic oil. Servo hydraulic system can greatly reduce the noise of machine operation and production and improve the working environment because of better click and power system gear pump.
The advantages of needle valve hot runner
The needle valve hot runner technology with its unique process control technology can improve the reliability of the parts to a higher degree, make the melt flow in the three-dimensional cavity faster and smoother, and bring faster to the parts. The cycle plays a particularly important role in improving the quality of parts. By controlling the gate opening time, the cavity is filled smoothly and the melt flow is balanced, and the weld marks are eliminated.
Injection molding of large injection molded parts usually requires two or more hot gates to fill. For ordinary hot runner systems, the gate opens at the same time when the injection starts. This kind of melt feeding method inevitably has fusion defects, that is, when the two melt fronts merge, because the two melts cannot be completely melted into one body, a fusion mark is formed, and the reaction on the surface of the product is the so-called weld mark. . Although it can be improved by increasing the melt temperature, increasing the holding pressure and adjusting the injection molding process parameters, the actual improvement effect is limited.

The needle valve hot runner technology is used to construct the gating system, which can realize the program control of the opening and closing of each valve gate, and it can also control the valve needle to open when the first stream of melt just flows through the second valve gate. Open the second gate. At this time, you can open or close the first gate as needed. Continue until all gates are opened and the cavity is filled, so that the melt is completely fused and a product without weld marks is obtained. And a balanced flow state can be obtained by switching the valve gate.
Tolerance requirement for mold components
Anyone who realizes the mold accessories may know that no matter what kind of mold parts, no matter how many years of processing manufacturers, it's impossible to eliminate the tolerance of the mold parts, could only make the tolerance as fine as possible. Therefore, how to grasp the tolerance requirement of mold parts is a discussible issue.
1. Processing economic tolerance
Since there are many factors affecting the machining tolerances during the machining process, the tolerances that can be achieved by the same machining method under different working conditions are different. The careful operation, fine adjustment, the suitable cutting parameters could improve the processing precision, but it will lower productivity and increase the processing cost.
2. The original error
There are lots of different original errors, including geometric error for process system, positioning error, processing error caused by mechanical deformation of process system, process error caused by thermal deformation of the processing system, the deformation caused by the redistribution of the stress in the workpiece, principle error, adjustment error, and measurement error, and etc.
3. Methods for studying machining tolerances
* Research methods for machining tolerances: analytical calculation methods and statistical analysis methods.
* The radial circular run-out of the main shaft while using sliding bearing
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Round Sand Bucket Injection Molding Suppliers