USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


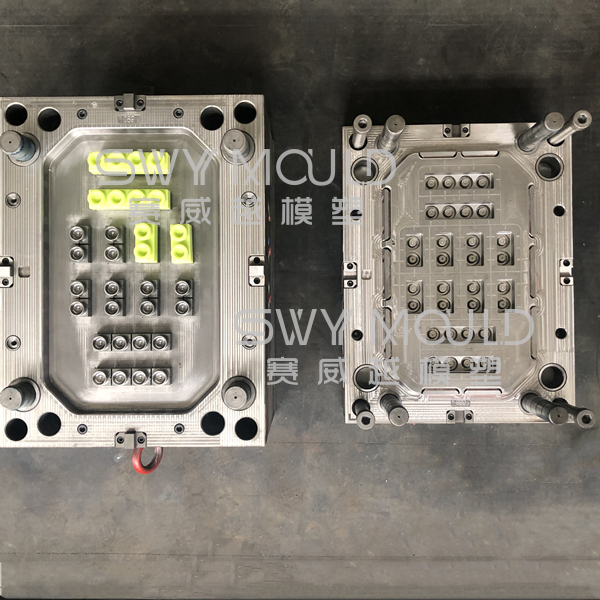
Ready mould: second-hand mould
Raw material: PC
Mould steel: S136
Mould base: standard base, 50#
T1 time: 40 days
If you need another model shells for the phone, SWY MOULD can customize the plastic injection mould for you.
About PC raw material
PC is generally called polycarbonate. Because of its excellent mechanical properties, this is commonly known as bullet-proof plastic. PC has high mechanical strength, a wide temperature range, good electrical insulation properties (anti-arc performance is unchanged), good dimensional stability and transparency, etc. It is widely used in electrical products, electric meter enclosures, and electronic product structural members. There are many modified products of PC usually added with glass fiber, mineral fillers, chemical fire retardants, and other plastics. PC has poor fluidity, and it needs high temperatures when working on the PC injection molding.
Features of PC injection molding
1. Material processing
PC has high water absorption. So before injection molding, it must be preheated dried. The pure PC is dried at 120 Celsius degree, and the modified PC should generally be dried for more than 4 hours with a temperature of 110 Celsius degree. Drying time should not exceed 10 hours. Generally, you can use the method of air extrusion to determine whether it’s dry enough. The utilization of recycled materials can reach 20%. In some cases, the utilization of recycled materials can be100%, the actual quantity is subject to the quality requirements of the products. Recycled materials can’t mix different masterbatches simultaneously, or it will seriously damage the nature of the finished product.
2. Selection of injection molding machine
Now, for cost and other reasons, PC often uses modified materials, especially electrical products which should increase fireproof performance. When the flame-retardant PC and other plastic alloy products are molding, it should make sure the plasticizing system of the injection molding machine mixes well and corrosion-resistant. It is unachievable for the conventional plasticizing screw. So when choosing, you should state in advance, usually, there are special PC screws for customers to choose from.
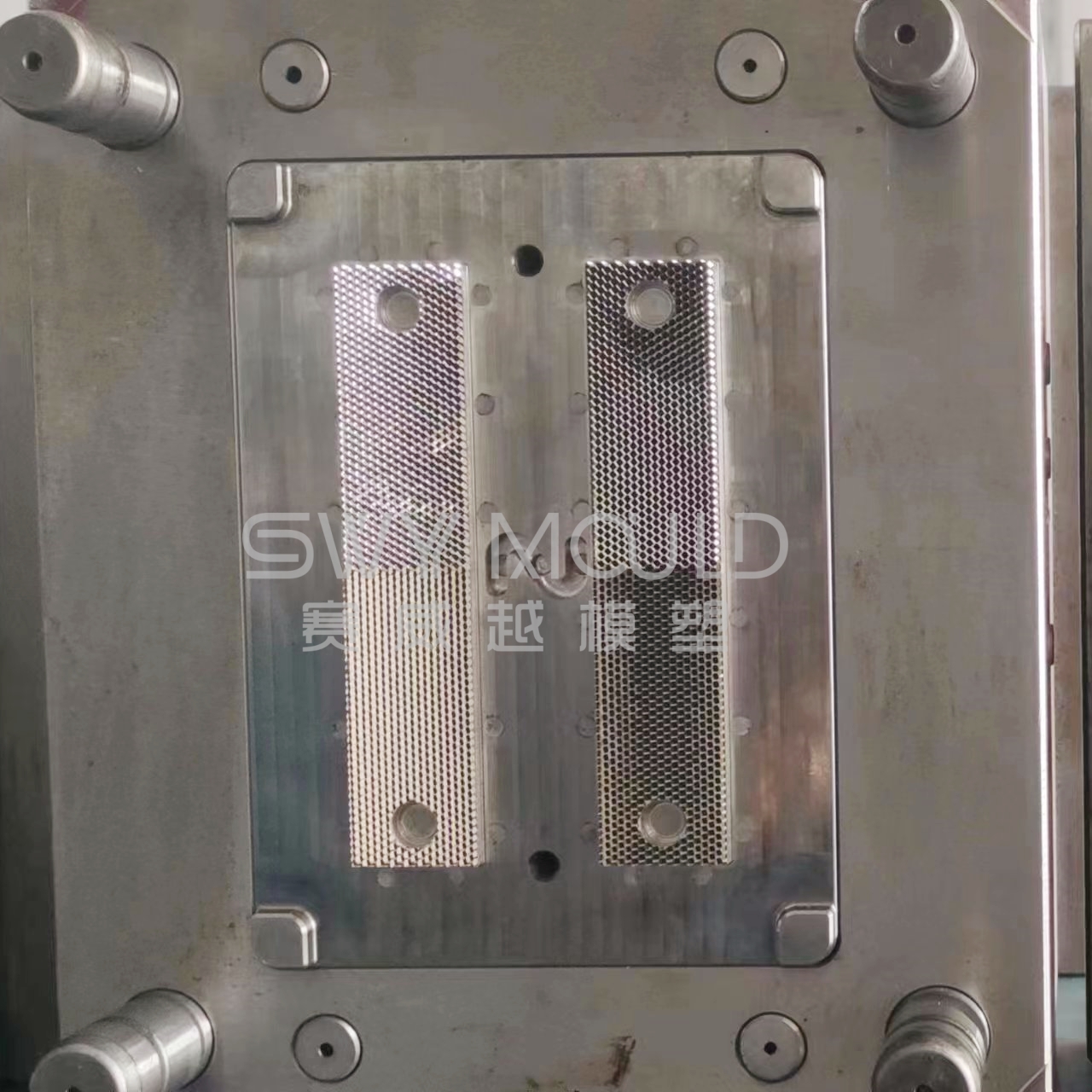
3. Design of mold and gate for PC injection molding
The common mold temperature is 80-100 Celsius degree, the temperature of mold adding glass fiber is 100-130 Celsius degree. Small products can use the pinpoint gate, gate depth should be 70% of the thickest part, and other gates are circular and rectangular. If the gate is bigger, it’s better, which can reduce the defects caused by excessive shear. The depth of the vent should be less than 0.03-0.06mm; the runner should be short and round. The ejection gradient is generally about 30′-1.
4. Melt temperature for PC material
You can use a gas injection method to determine the processing temperature. Generally, the PC processing temperature is 270-320 Celsius degree. The temperature of the PC with some modification or low molecular weight is 230-270 Celsius degree.
5. Injection speed
When molding, relatively fast injection speed is usually adopted, such as electrical switch parts. Commonly, it is from slow to rapid injection molding.
6. Packing
Packing is 10bar around; it can be appropriately reduced without the gas lines and color mixing.
7. Dwell time
If staying in the high temperature for a long time, the materials will degrade, emit CO2 and turn yellow. You should use PS to clean the cylinder, not LDPE, POM, ABS, or PA.
8. Special notes
Some modified PC, as being recycled many times (the molecular weight decreased) or an uneven of mixing ingredients, would easily produce the dark brown liquid bubble.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM PC Iphone 11 Shell Injection Mould Suppliers