USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


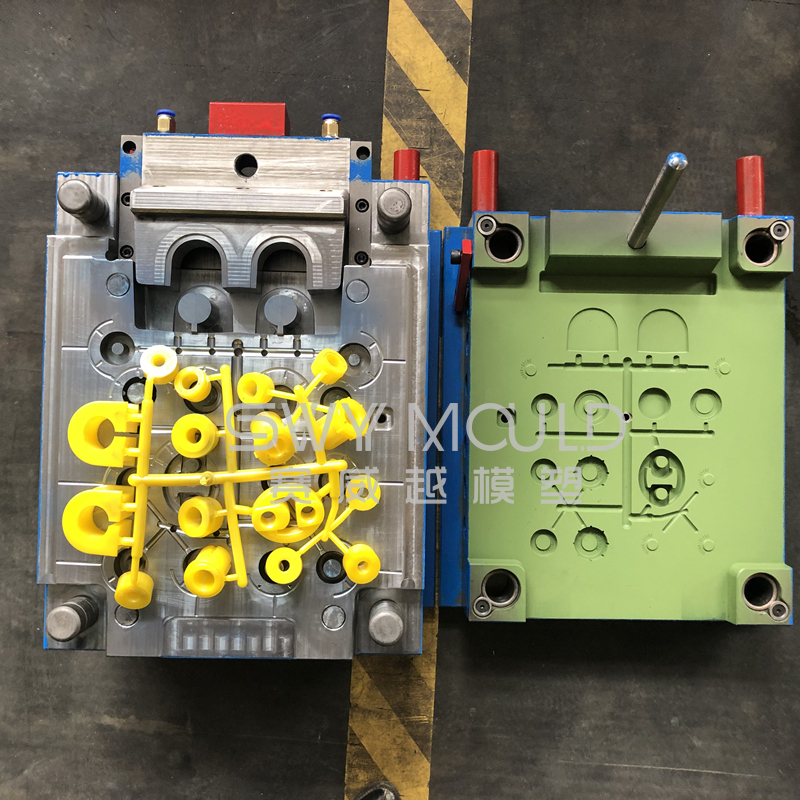
Mould cavity steel: DIN 1.2316
Mould slider insert: DIN 1.2738 with nitriding
Core insert activation: hydraulic cylinders
Mould cavity: 2
Plastic material: HIPS
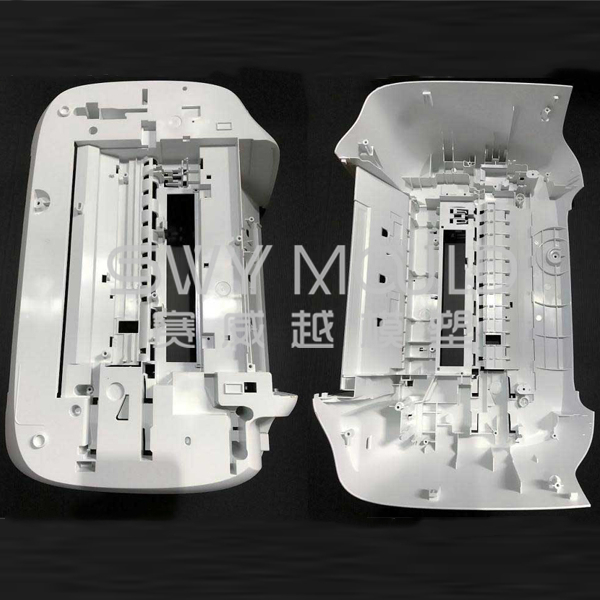
Body shell size: 420*250*180mm
Shot weight: 620g each
Cycle time: 40 Secs
Delivery time: 55 days
Ejector system in plastic office printer part mould
An ejector system in injection molding used to push the final samples out of the mold. They are used forcefully to eject the solid part out of the mold and are usually made of high-quality steel.
1. Basic construction of ejector system
* Return pin: it always pushes the ejector system to return with spring force.
* Ejector stopper: it prevents impact between core plate and ejector plate.
* Stop pin: a stopper installed to keep an ejector plate horizontal or prevent the ejector plate from retreating too far and damaging a core adaptor plate.
* Ejector pin: it will push samples out of the mold.
* Ejector plate: use to assemble ejector pin, return pin, ejector stopper. There are two ejector plates in the injection molding.
* Sprue lock pin: when mold opening, the runner will stick in sprue lock pin.
* Spacer block: it will create distance between the bottom plate and core plate. This distance use to assemble an ejector system.
* Ejector guide pin: a guide for sliding of an ejector plate.
* Ejector bolts: to tie up two ejector plates.
* Sleeve ejector system: it will push samples out of the mold.
2. How ejector system works?
* After mold opening finished, the rod of the injection machine will push the ejector plate. The ejector plate will move forward. An ejector guide pin will guide those moving.
* Ejector pins clamped between two ejector plates so it will move forward and push the product out of the mold.
* After we get the product, the rod of the injection machine will move back. Spring of return pin will push ejector plate move back. Spring and mold closing will guide the ejector back to the position.
3. Ejector system can not return, how do we do?
The ejector system must return before mold closed. If they can not return that will crack and the cavity of mold could be scratch, crack. And the mass products can not continue.
Reason:
* Have trash on the ejector pins, oil and maintenance are bad.
* Worker assembly ejector pins not good.
* Angular pins were cracked when injection.
* Resin was stuck in the mould.
* Temperature is the difference between a core plate, a cavity plate, and pins.
How do we do to solve the problem?
* Have trash on the ejector pins, oil and maintenance are bad. You should clean the mould and add the lubricating oil.
* If injection processing and you don’t see pins or core crack, don’t want stop injection, you can use cleaner. But I think your mold will NG faster.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Office Printer Part Injection Mould Suppliers