USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


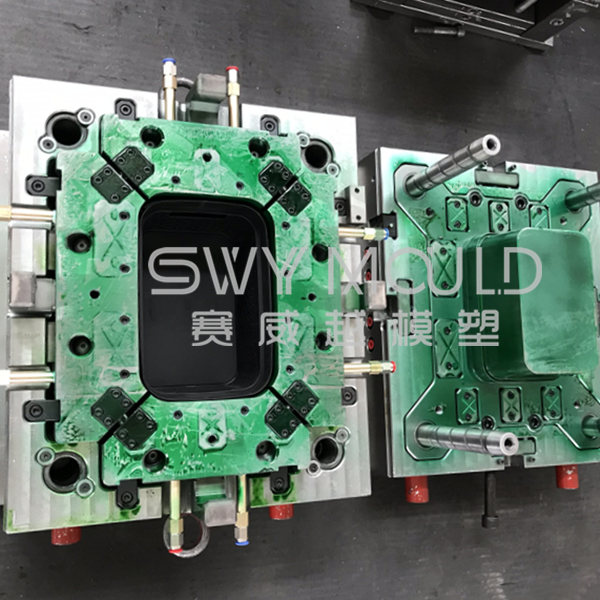
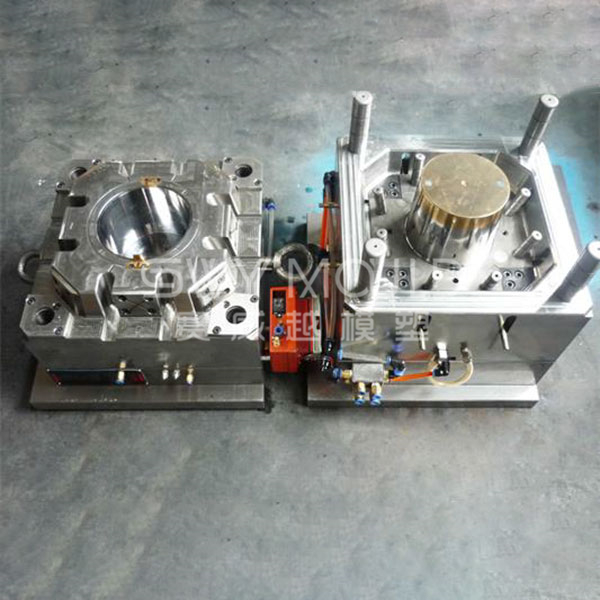
Part inch: 24-inch cover foot
Part material: ABS
Cavity: 1*4
Mould dimension: 1100*750*700mm
Mould weight: 3230KG
Trial machine: 800ton
Runner system: cold runner
Cosmetic treatment: texture
Lead time: 45 working days
Points should be paid attention to during designing plastic television set mould
1. Product wall thickness
* All kinds of plastics have a certain wall thickness range, generally 0.5 ~ 4mm. When the wall thickness exceeds 4mm, the cooling time will be too long and the problems such as shrinkage should be considered. The product structure should be changed.
* Uneven wall thickness will cause surface shrinkage.
* Uneven wall thickness can cause stoma and weld marks.
2. To strengthen
* Reasonable application of reinforcing bars can increase product rigidity and reduce deformation.
* The thickness of the reinforcing rib must be less than or equal to (0.5 ~ 0.7)T product wall thickness, otherwise, it will cause surface shrinkage.
* To strengthen the single slope should be greater than 1.5 °, to avoid injury.
3. Rounded corners
* Small round corners may cause product stress concentration, resulting in product cracking.
* Small round corners may cause stress concentration in the mold cavity, resulting in cracking of the cavity.
* Set reasonable round corners, and also improve the processing technology of the mold, such as the mold cavity, which can be machined directly with an R knife, and avoid low-efficiency electroprocessing.
* Different rounded corners may cause the movement of the parting line, should be combined with the actual situation to choose different rounded corners or what are the essentials of clear Angle of injection mold design of injection mold design essentials.
4. Open die direction and parting line
* After the direction of the mold opening is confirmed, the structure of the product is designed to be in accordance with the driving mode, so as to avoid pulling the core to reduce the sewing thread and prolong the die life.
* After setting the mold direction, select the appropriate parting line to avoid the reverse of the driving direction, so as to improve the appearance and performance.
5. Draft
* The appropriate ejection Angle can avoid product pulling (pulling flowers). The surface of the smooth surface should be less than 0.5 degrees, the surface of fine skin grain (sand surface) is greater than 1 degree, and the surface of rough skin is more than 1.5 degrees.
* The appropriate demodulation slope can avoid the product top injury, such as the basic requirements for the design of top white, top deformation, and top breaking injection mold.
* The surface slope, deep cavity structure product design requirements as far as possible is greater than the inside surface slope, in order to make sure when we do the injection mold core is not offset, get a uniform product wall thickness, and ensure the material strength of opening parts of the products.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Television Plastic Cover Foot Mould Suppliers