USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.





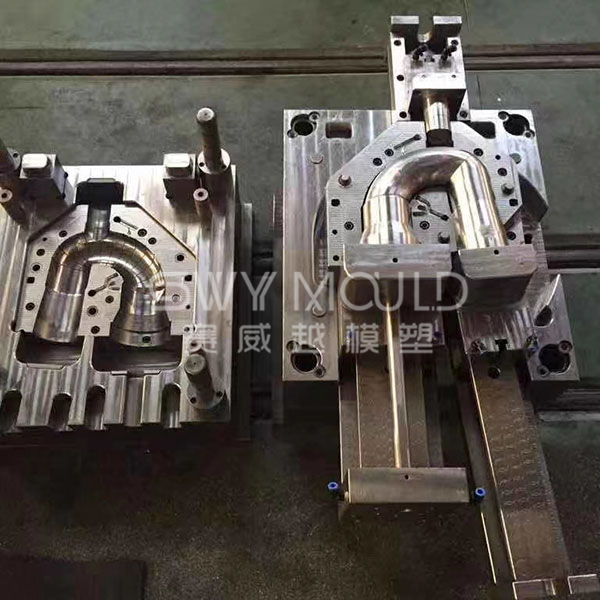
Raw material: PP
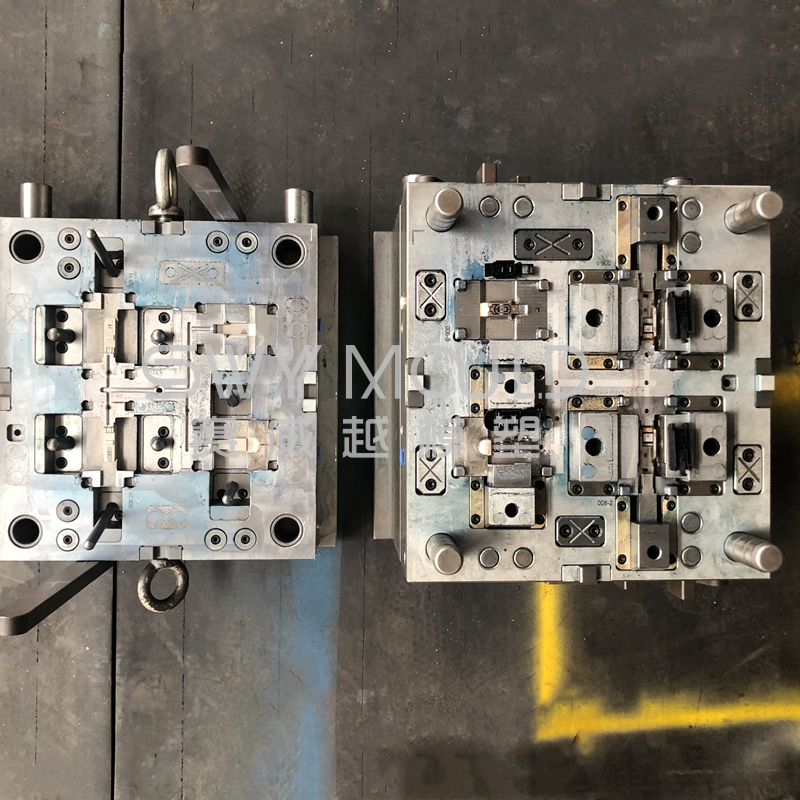
Mold material: P20H
Injection system: hot runner
Gate type: point gate
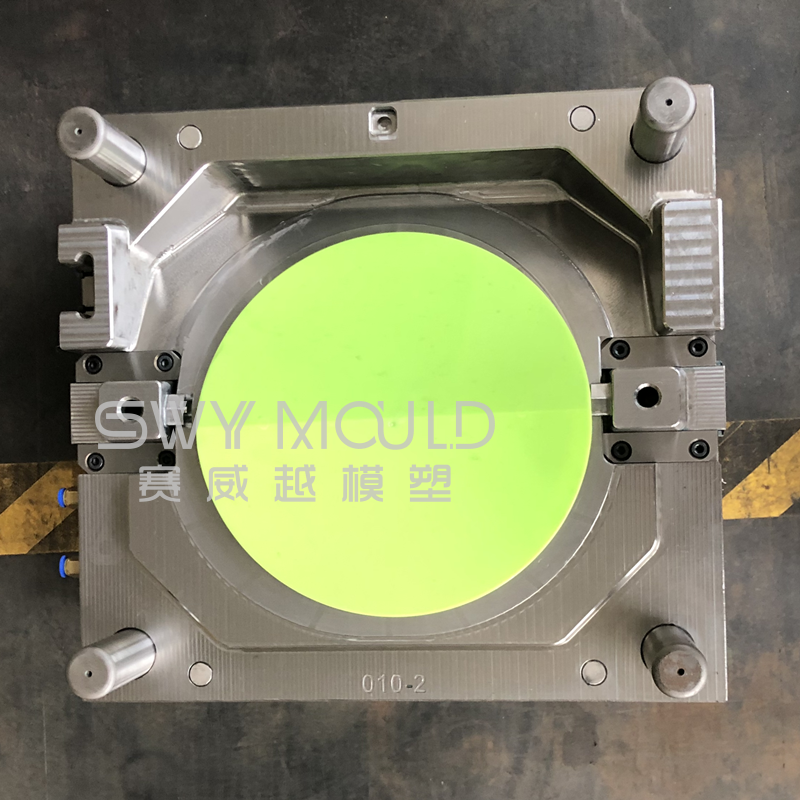
Mold size: 490*570*405mm
Mold weight: 682KG
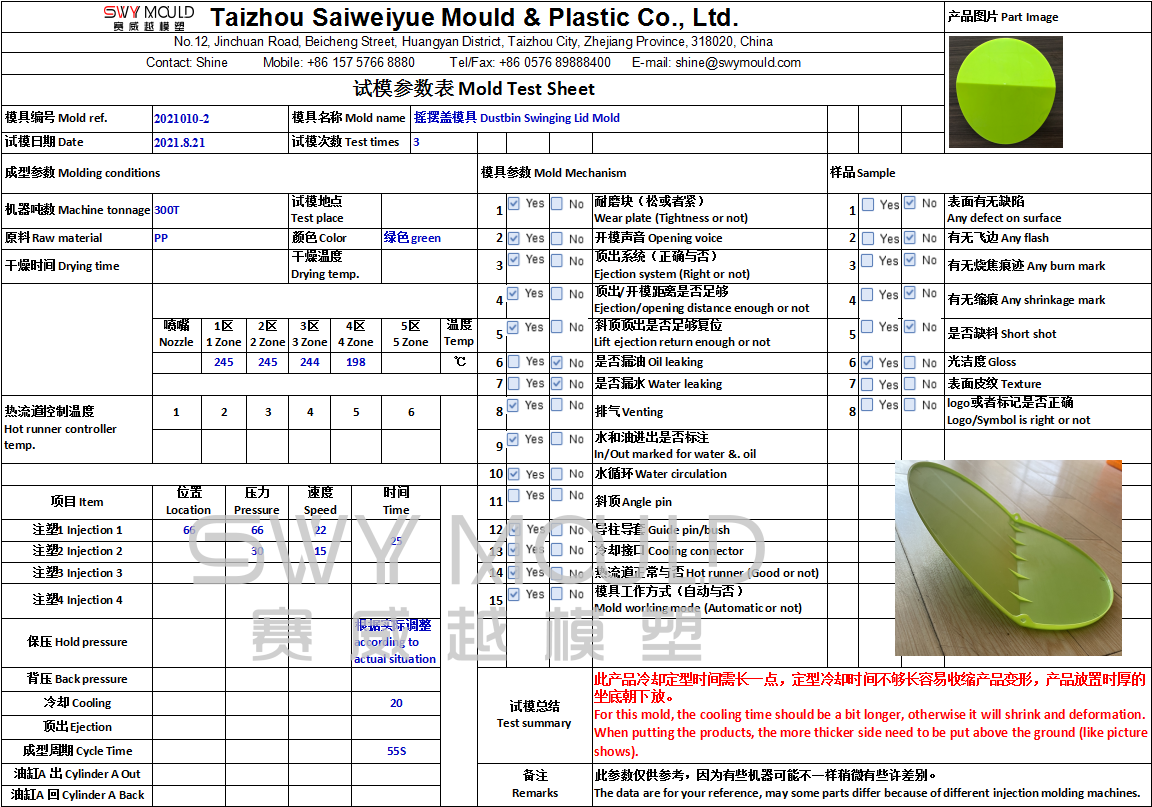
Testing machine tonnage: 300T
Working time: 55 days for T1
Matters need to be concerned about this rubbish cover mold
For this mold, the cooling time should be a bit longer, otherwise, it will shrink and deform. When putting the products, the thicker side needs to be put above the ground (like the picture shows).
About our Taizhou Saiweiyue Mould & Plastic Co., Ltd
SWY MOULD has a very professional rubbish mold-making team, all of them keep the strict QC responsibility, which is combined as different departments.
We have a professional team of sales engineers being communicators for mold inquiry and commercial communication. This makes all your purchases easy and direct discussion of technical points. This avoids the translator job which delays your time and communication of mold making and technical discussion.
Our engineers are specialized in various projects, they can offer an internal breakdown list for each section quotation and specification data for detailed projects.
Our design department has 3D & 2D design department for mold and plastic parts development. We provide prototype, R&D design service, Mold flow analysis, and design feasibility analysis. Due to a strong mold design team, we make in short time professional and correct mold successfully.
QC department controlled all the mold-making components, such as purchased mold components dimensions, machining mold components dimensions, molded plastic samples dimensions. They strictly control any quality data as same as our company quality standard data,Ensure any error parts can flow into the next step.
The project managing department who execute tooling standards, following projects, report mold-making status to the sales engineer department, is one of the very important mold-making management department.

How to reduce the cycle time of plastic rubbish cover mold?
1. Select good mold steel
If you want to improve cooling efficiency, you need to give priority to mold steel with better thermal conductivity when selecting materials.
2. The layout of the mold waterway
When designing the injection mold waterway, it is necessary to fully evaluate the hot spots of the product structure design. In order to achieve this goal, it is necessary to consider a separate design of a circulating water channel, and use the beryllium copper insert just mentioned or increase the heat conduction needle, and install the cooling tool of the heat conduction pipe for the thin-walled insert. The mold waterway adopts the straight waterway as far as possible, reduces the waterway design with excessive cooling wells and corners, and avoids excessive dead water areas. In the mold design stage, the arrangement of the cooling water channels was reasonably arranged to basically ensure the cooling effect.
3. Molding temperature
It is judged by measuring the actual temperature of the water inlet and outlet points on the surface of the mold cavity. If the temperature difference in different areas and the temperature difference with the set value can be controlled within ±5°C, it means that the basic cooling effect is still acceptable.
Plastic rubbish cover mold maintenance
The meaning of the protection of injection mold: it is the artificial setting in the production process, which protects the mold and prevents the mold from being damaged due to congenital reasons and pressing to foreign objects.
Mold protection behavior: When setting the mold low-pressure protection, should you understand where to protect? Of course, it is protected by low pressure, that is, it will alarm when it is pressed to foreign objects and will not damage the mold.
The specific practices are as follows:
1. First, what part of the mold should be protected? Such as neutrons, cores, inserts, sliders, skew pins, mold cores, thimbles, etc.
2. Then determine the distance through which the low-voltage protection is to be set so that the position of the parts to be protected is in contact with each other within the distance that you set the low-voltage protection. Within the scope of monitoring of the machine. For example, the contact position between the movable mold and the fixed mold is 30mm at the mold clamping process. We set the low-pressure protection position at 32 mm according to the dangerous situation so that when the mold is assembled to 32mm, it will enter the low-pressure protection position. Under effective surveillance.
3. Determine the speed of clamping, this speed is also a more important parameter, not too fast, just enough, too fast will produce certain inertia, this speed is slow, generally not more than 15%, the speed is decided, don't change it at will.
4. The pressure setting is more important, with the minimum pressure so that the mold can just fit the parting surface contact of the mold is better, reduce a minimum unit (for example, 1 pressure unit), the mold will not fit the type Face contact, the pressure is used as the minimum pressure for low-pressure protection (it can be done by placing a piece of paper to allow the machine to alarm).
5. Based on the parting surface contact, add 0.1~0.3mm as the high-pressure clamping position on the basis of this position. This 0.1~0.3mm (recommended value) is to compensate for the thermal expansion and contraction of the mold material. Of course, this compensation position can be set smaller, too small may cause frequent low-voltage protection alarms.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Injection Mold Of Plastic Swinging Rubbish Cover Suppliers