USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Plastic material: PP
Large size: dia-136mm, height-20mm
Small size: dia-120mm, height-18mm
Cavity steel: P20
Core steel: P20
Mold base: C50
Mould cavity: 1
Hot runner: cold runner, direct gate
Cycle time: 30 Secs
Delivery time: 35 days
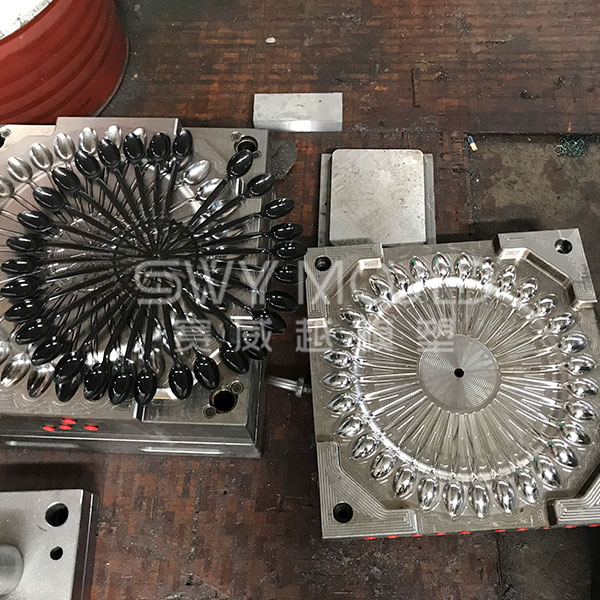
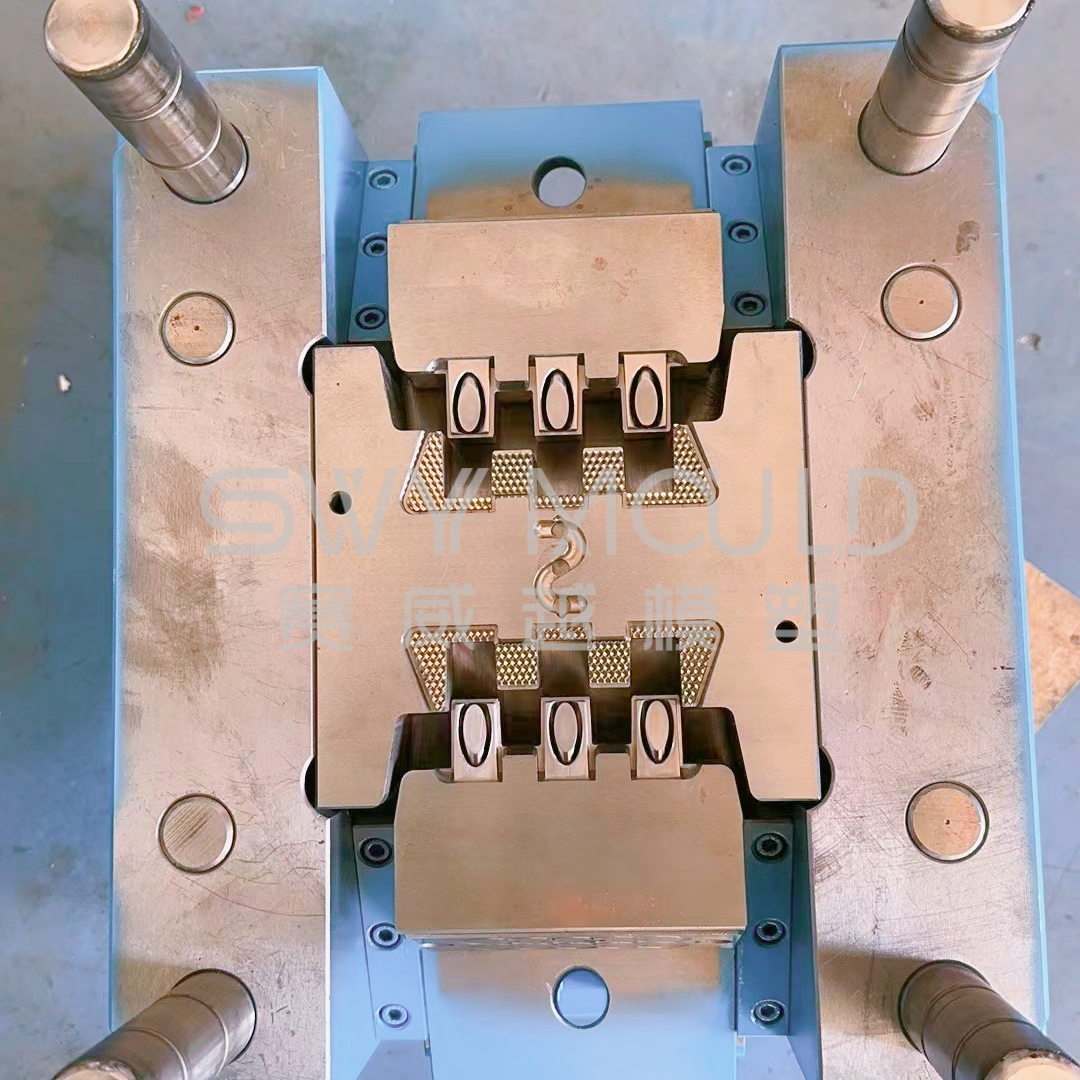
Direct gate in tray molding design
Design sprue gate or direct gate is the simplest and oldest kind of gate. it connects directly end sprue to the molding. It has a circular cross-section, is slightly tapered, and merges with its largest cross-section into the part.
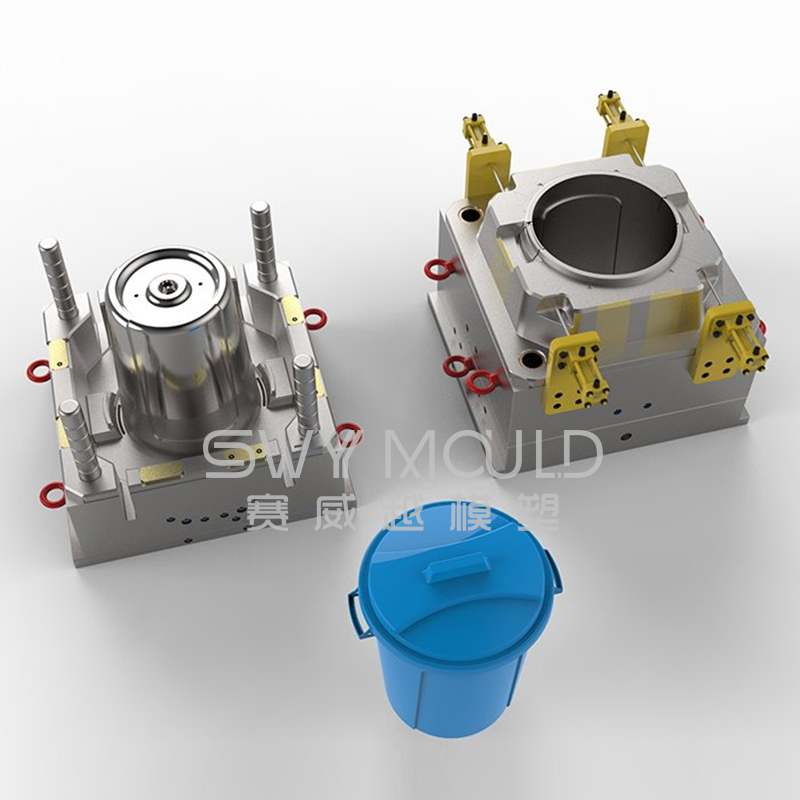
The sprue gate always is at the thickest section of the product. It uses for boxes, cups like bathtub, plastics bucket,… product.

Advantages and disadvantages of direct gate
1. Advantages
* The injection pressure will reduce due to direct cavity filling.
* Gate and runner design easily.
* Mold making is easy, low cost of design.
* Easy to design and maintenance.
2. Disadvantages
* We have to cut the gate after molding.
* Sample has sink mark near gate position.
* This gate is big so after the gate cutting process, the sample has a mark at the gate position.
How to design a direct gate?
d=dv+1 mm
dv: nozzle exit diameter.
d: diameter of sprue orifices.
D=t + 1.5 mm
+ t: The thickest of product.
+ D: The diameter of the sprue gate depends on the location at the molded part.
It should not be thicker, though, because then the melt solidifies too late and extends the cooling time unnecessarily.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Flower Pot Plastic Tray Molding Suppliers