USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
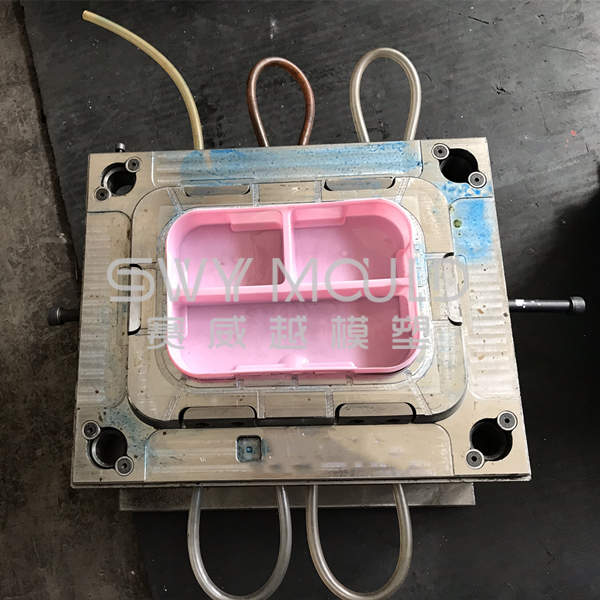
Lunch box material: PP
Lunch box weight: 303g
Lunch size: 285*230*65mm
Mould steel: H13 with heat treatment
Mould cavity: 1
Mould base: LKM
Runner type: hot runner with Yudo brand
Molding type: fully automatic
The factors that affect the cooling time during the injection molding process
In the injection molding process, the cooling time accounts for 80% of the injection molding cycle, and the injection molding cycle is an important factor affecting the cost of injection molding. Reducing the cooling time of injection molding is an important means to reduce the cost of injection molding.
1. The selected injection mold steel
If you want to improve the cooling efficiency, you need to give priority to the mold steel with better thermal conductivity when selecting the material.
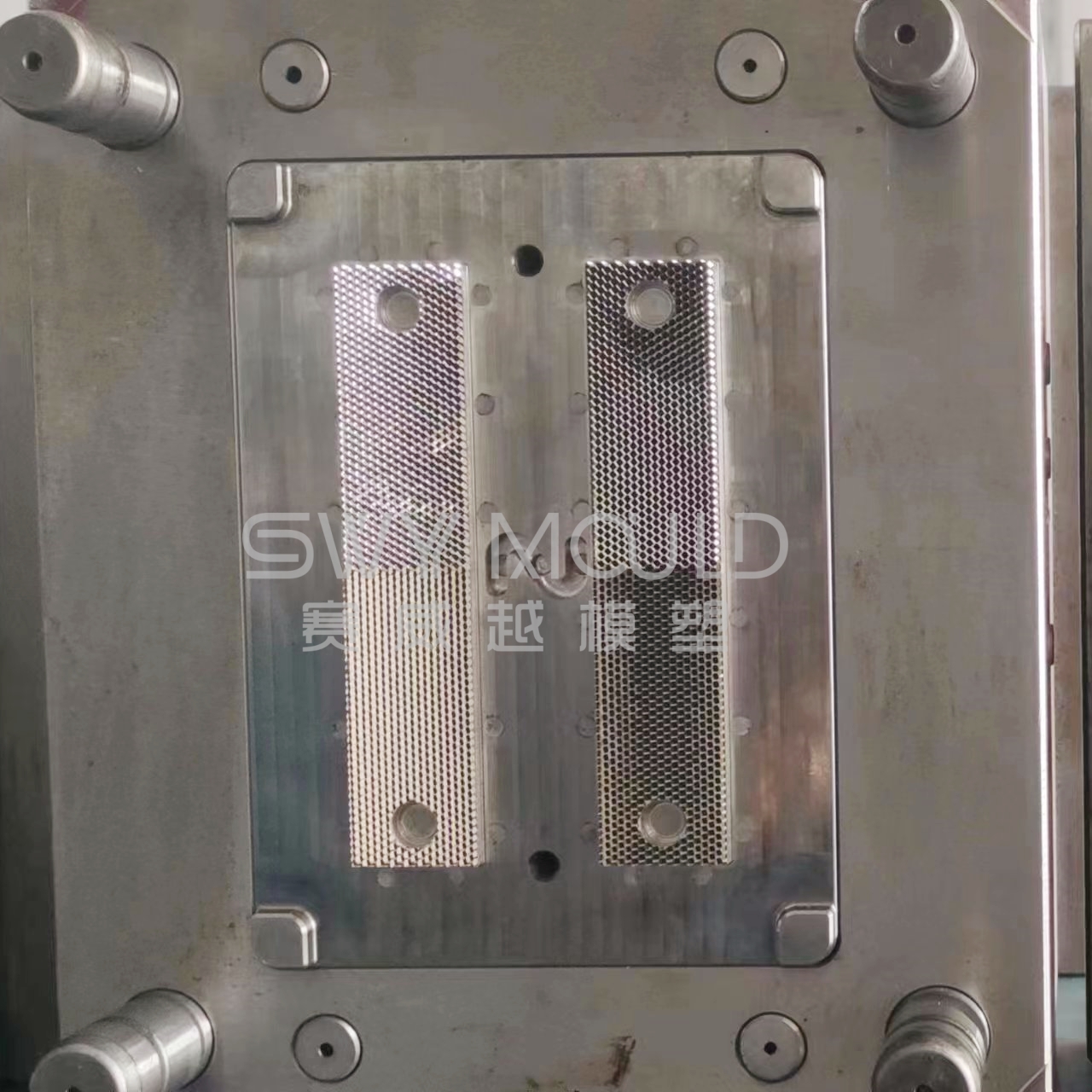
2. The layout of the molded waterway
When designing the injection mold waterway, it is necessary to fully evaluate the hot spots of the product structure design. In order to achieve this goal, it is necessary to consider a separate design of a circulating water channel, and use the beryllium copper insert just mentioned, or increase the heat conduction needle, and install the cooling tool of the heat conduction pipe for the thin wall insert. The mold waterway adopts the straight waterway as far as possible, reduces the waterway design with excessive cooling wells and corners, and avoids excessive dead water areas. In the mold design stage, the arrangement of the cooling water channels was reasonably arranged to basically ensure the cooling effect.
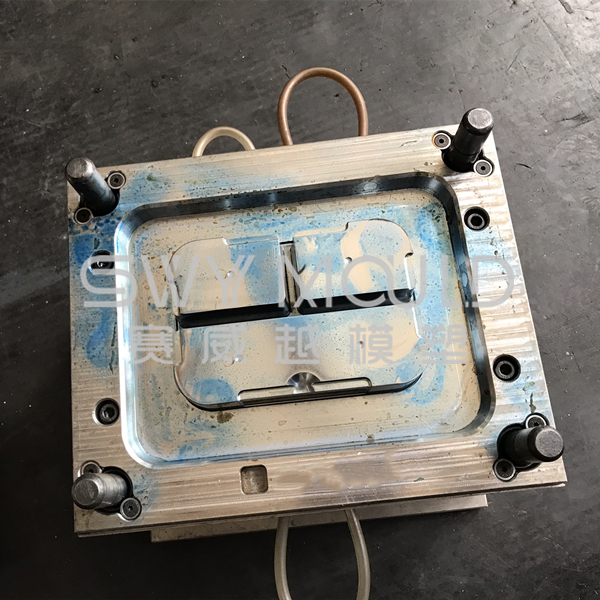
3. Mold temperature
It is determined by measuring the actual temperature of the water inlet and outlet points on the surface of the mold cavity. If the temperature difference in different areas and the temperature difference with the set value can be controlled within ±5°C, it means that the basic cooling effect is still acceptable.
4. Daily maintenance of the injection mold
If the mold surface is oily or dirty, it will generally reduce the cooling efficiency. It is necessary to clean the cavity surface and use a cleaning machine to clean the molded waterway. The daily start-up inspection needs to increase the cooling water flow monitoring, find that abnormalities need to be dealt with in time.
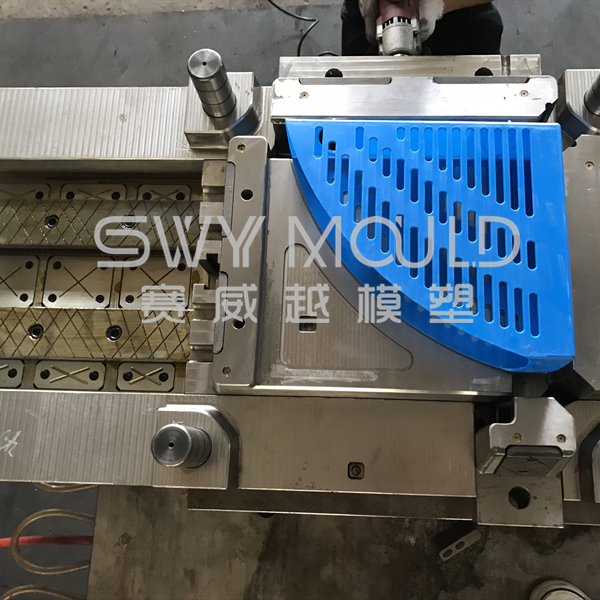
The feeding system of plastic lunch box mould
The production of plastic injection molds generally focuses too much on the reflection stage and the output rate after the introduction of raw materials. Feeding is also particularly important for injection molding.
When the injection volume exceeds the injection molding machine to a large injection volume, it is obvious that the feed volume is tight. If the product quality is close to the specific injection quality of the injection molding machine, there will be a problem of insufficient plasticization, and the material will not be heated in the barrel for enough time. This type of situation can only be solved by replacing the large-volume injection molding machine. Some plastics, such as polyester, have a narrow melting range and a large constant pressure. An injection molding machine with a large plasticizing volume can be used to ensure the supply of materials.
Generally, injection molding machines are only equipped with direct-connected sprinklers due to work pressure damage. However, if the front end of the barrel is developed and the nozzle temperature is too high, or under high pressure, the front end of the barrel is developed and discharged too much, so that the plastic injection mold is opened before the injection is started, and the plastic injection mold will be advanced to the plastic injection mold. The runner channel is cooled and hardened, which prevents the melt from entering the cavity smoothly. At this time, the front-end development of the barrel and the temperature of the nozzle should be reduced and the storage capacity of the barrel should be reduced.
Because the plastic is partially melted and agglomerated in the air dryer of the silo, or the temperature of the barrel feeding section is too high, or the plastic grade is not selected well, or the plastic contains too much lubricating fluid, the plastic enters the injection molding machine inlet The reduced diameter part or the screw end groove of the screw of the injection molding machine is forced to melt, blocking the safe passage of the plastic injection mold or wrapping the screw of the injection molding machine, and accompany the screw to move on the circle. It cannot be shifted, causing the feeding to be interrupted or irregular. ups and downs.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Lunch Box Injection Moulding Suppliers