USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

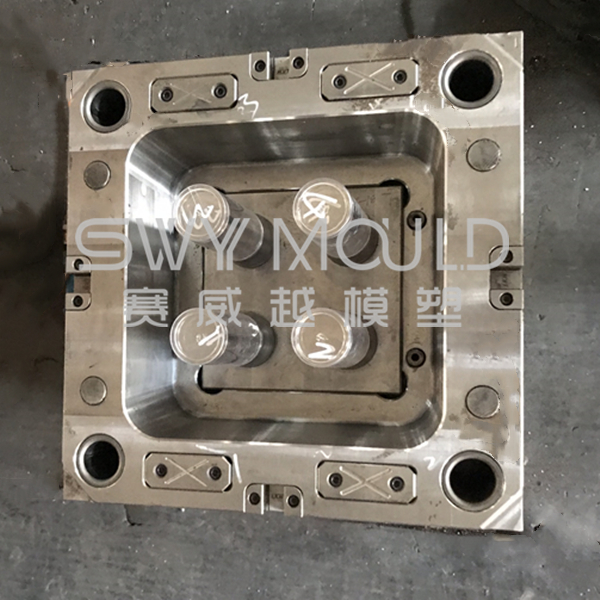
Features: need to lock with the pail
Handle size: 310*15*190mm
Mould steel: 1.2738
Mould base: C50
Mould cavity: 4
Runner system: 2 point gate
Mould life: 1 million
Lead time: 45 working days
Payment: TT
Paint Bucket mold is one of our most important plastic injection molds, our bucket mold includes food bucket mold, paint pail mold, round bucket mold, square shape bucket mold, water bucket mold, industrial paint bucket mold, fishing bucket mold, packing bucket mold, dustbin bucket mold.
How to make a good plastic pail handle mould?
1. Pail handle mould design and structure
A high-quality mold structure is a premise for a qualified mold before manufacturing. Moldflow is important to analyze mold structure, including demolding draft angle, the epitome of the product surface, gating system design, exhaust design, cooling system design, etc. The main problems that may easily occur will through trial and error during the bucket mold structure design.
2. Pail handle mould steel
In order to improve the mold life and product quality, we increase the mold steel hardness through heat treatment. The steels we commonly use are H13(48-52HRC), 2316(45-50HRC), etc. to prevent mold eccentric, we use a whole piece of steel to make the bucket. The cooling system is very important. We adopt a single loop cooling way and set up even distribution water channels as much as possible. To enhance the cooling effect, BeCu can be inserted into the core and cavity. All small sliders will be nitride to increase the hardness. It is important to keep maintenance for the molds. We should check and make sure the water channels and air circuit unlocked. Add lubricant oil for the sliders, regularly clean the stripper plate and center ejector.
3. The pail handle mould cooling system
Cooling system design is a relatively cumbersome work, namely to consider the uniformity of the cooling and the cooling effect, also the impact brings to the overall mold structure, determining the exact location and size of the cooling system; and cooling for key positions such as moving plate or the inserts, side sliders as well as side cores; standard cooling element design and the selection of the cooling standard components. We analyze all series of factors when begin to start the mold design. The mold has recycled water to flow in every part of it which reduces the cooling time, improves the production efficiency, and greatly reduces production costs.
For more detail of the pail mould, pail cover mould, pail handle mould, welcome to contact our SWY MOULD.
How to reduce plastic pail mould cycle time?
Pail mould cycle time directly affects part cost and capacities, so keeping it as low as possible is generally the overarching goal of engineers and project managers. an experienced bucket injection molder can anticipate factors that potentially increase cycle time — like thin steel and hot spots — and proactively prevent them by offering design change options.
Calculating pail mould injection cycle time takes many factors into consideration:
1. Pail wall thickness
The thickest point of the plastic bucket takes the longest to go from a molten state to be rigid enough to eject. Therefore, the thicker the wall the longer the cycle time. If a wall can be thinned without affecting part integrity, costs can likely be cut since there is less required machine time per part in addition to possibly producing more parts per run.
2. Pail plastic type
The chemistry behind the construction of plastic also underlies cycle time calculation in important ways. Certain polymers may, for example, cool more slowly than others. If chosen for constructing a certain injection molded part, that extra time translates to longer times in the mold, slower ejection, and thus extended cycle times.
3. Pail part design
If an injection molder is looped into the design phase, chances are greatly improved that cycle time missteps will be avoided. Understanding that certain design parameters like wrapping plastic entirely around mold steel or other non-flat configuration, designing a mold that cannot accommodate cooling lines, or including unduly thick walls not only drive up cooling times, they also introduce failure-inducers like thin steel and hot spots. An injection molder that’s previously been through and resolved these struggles will offer invaluable guidance during the design phase.
4. Pail mould material
Like plastics selection and part design, mold material influences outcomes. Steel is the most common mould material, but there are occasions where heat must be pulled out of the molded plastic faster than steel allows, known as term conductivity. In these instances, aluminum or other highly conductive metals may be inserted within the steel tooling so it comes into strategic contact with the plastic to address potential hot spots without interrupting molding or delaying cycle times.
5. Pail mould cooling design
If containing cooling cannot be adequately accomplished by adjusting mold material, designing the mold to include cooling lines that run through the steel to cool the molded plastic may be an efficient solution. Injection molders that conduct mold fill simulation to estimate how long it will take that part to reach ejection temperature may encourage the use of cooling lines — or changes to cooling design systems, water temperatures, or flow rates — to optimize cycle times and overall molding process.
Taken in total, molders that pay attention to how each of these factors is addressed will keep cycle times low, meaning you can realize increased capacity at decreased costs. What’s more, accurate estimation of pail mould injection cycle times gives manufacturers the confidence they need in production timelines, from part cost accuracy in planning stages and sales forecasting to part availability for meeting order fulfillment demands.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Pail Handle Injection Moulding Suppliers