USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

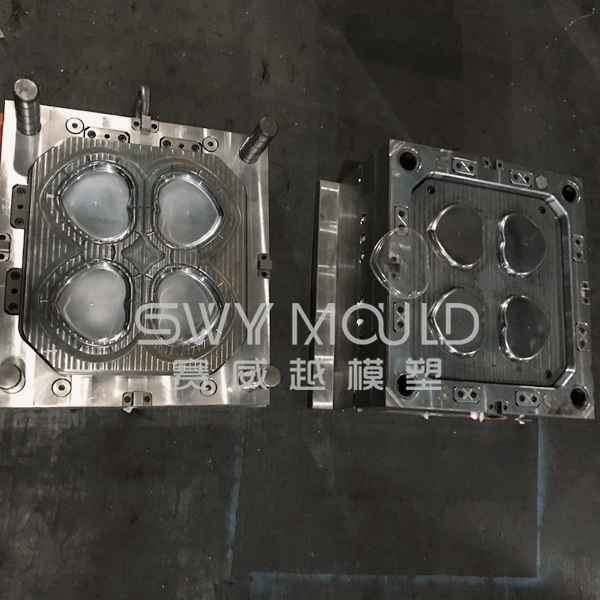
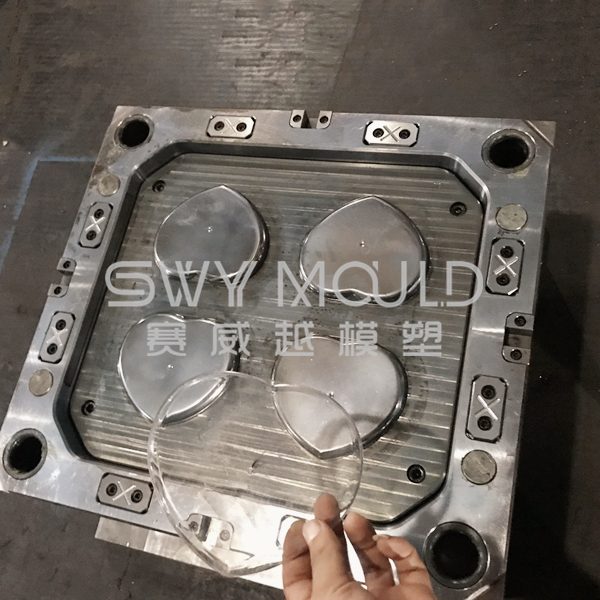

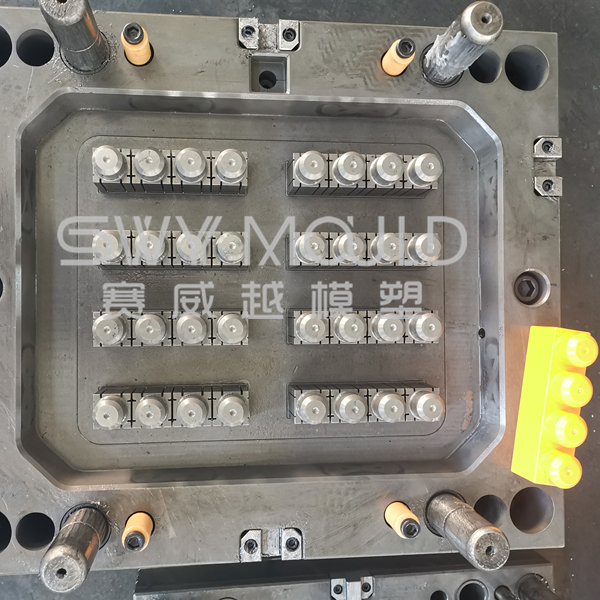
Lid size: 160*125*15mm
Lid material: PS
Mould steel: S136
Mould base: LKM
Mould cavity: 4
Ejection system: stripper plate+gas-assisted system
Cycle time: 8-10 seconds
Using a high-speed injection moulding machine
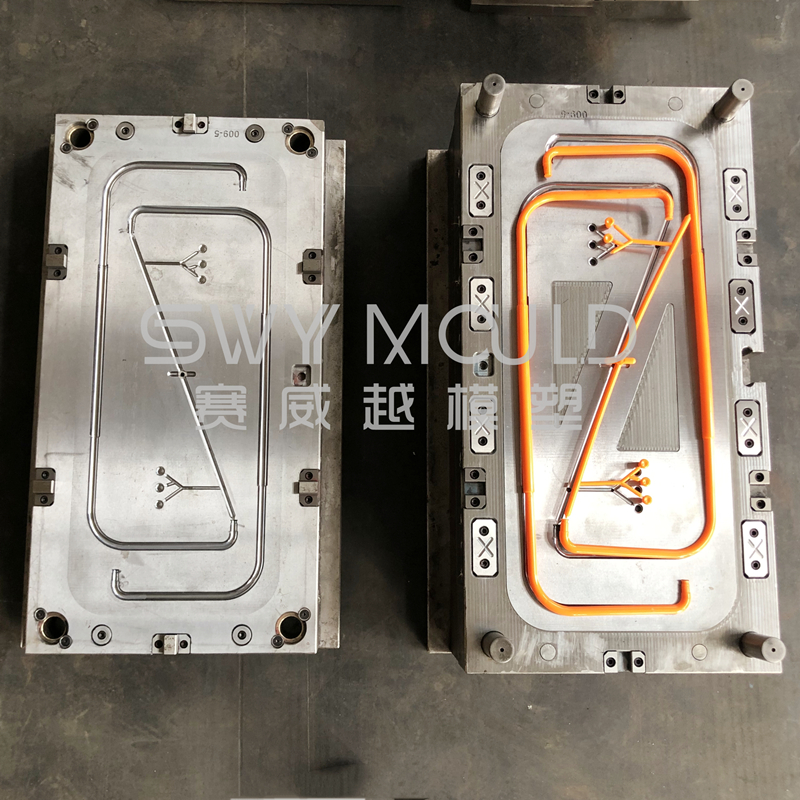
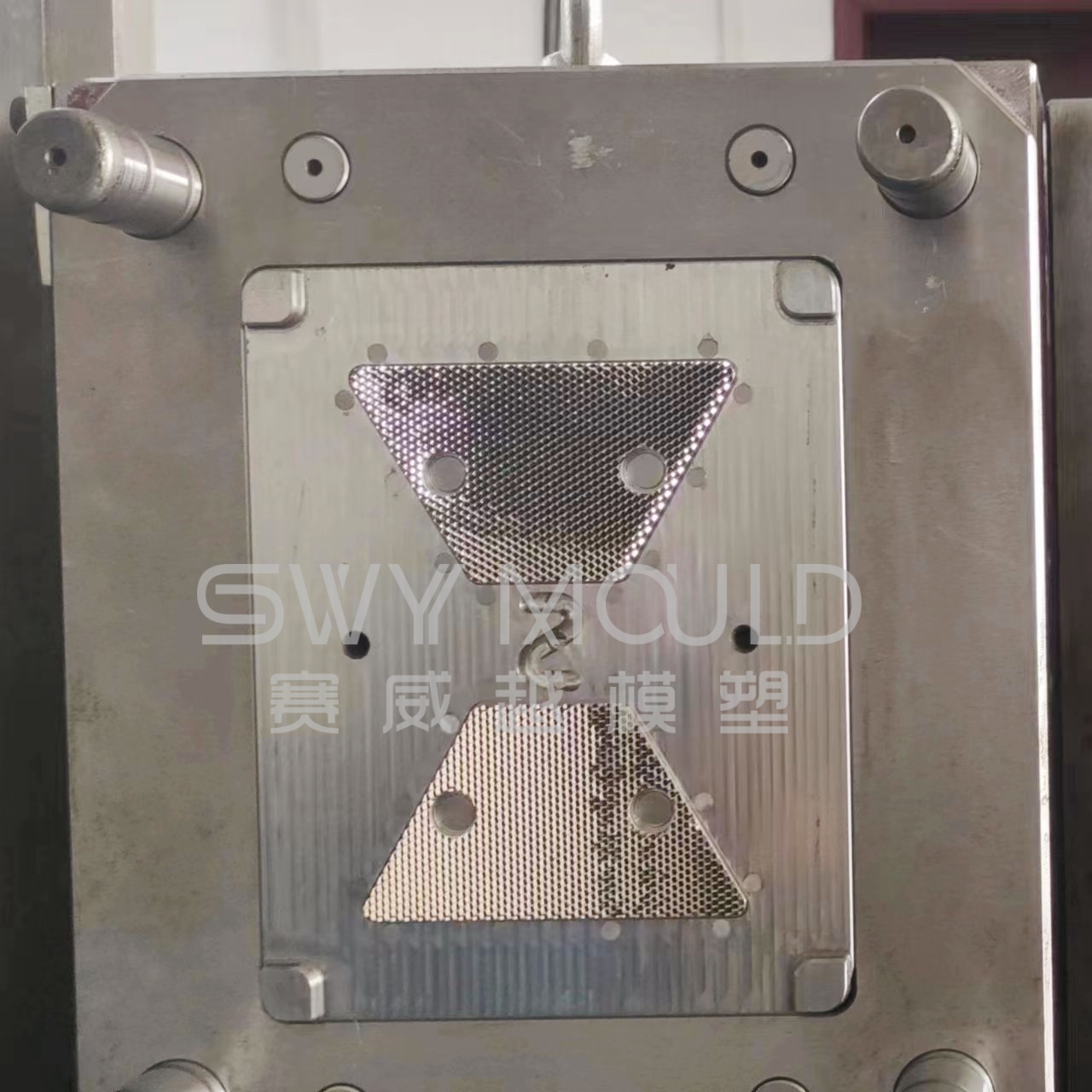
For such a transparent part, there can't be any scratch on the product, so in the mould, the polishing process is very important.
Plastic mould polishing is very important for plastic moulds manufacturing. It affects a lot on the plastic moulds' quality. It helps to get a beautiful surface and makes the ejection smooth. Mould polishing generally uses oil stone, sandpaper, polishing paste, etc. to grind the cavity surface of the mould, so that the working surface of the mould can be as bright as a mirror. It is called mould polishing.
Mould polishing has two purposes; one is to increase the finish of the mould, so that the surface of the product is smooth and beautiful, and the other is to make the mould easily demolded, so that the plastic is not stuck on the mould and cannot be taken off.
Plastic mould polishing tools
1. Auxiliary grinding and polishing tools
* Handheld electric straight rod rotary grinding and polishing tool
* Electric elbow rotary handheld electric elbow rotary abrasive polishing tool
2. Whetstone
3. Sandpaper
4. Grinding and polishing paste
5. Polishing fluid
Plastic mould polishing process
1. Rough polishing
The surface after rough polishing, milling, electric spark, grinding and other processes can be selected for polishing with a rotating surface polishing machine or an ultrasonic grinding machine with a speed of 35000 to 40000rpm. A common method is to use a wheel with a diameter of 3mm and WA # 400 to remove the white electric spark layer. Then there is manual whetstone grinding, with strip whetstone plus kerosene as a lubricant or coolant. The general order of use is # 180 ~ # 240 ~ # 320 ~ # 400 ~ # 600 ~ # 800 ~ # 1000. Whetstone polishing method, this operation is the most important and difficult operation, according to the different specifications of the processed products, the cross-grinding is carried out at a balanced angle of about 70 degrees. The ideal round-trip range is about 40 mm to 70 mm. Whetstone operations also vary depending on the material of the processed product. Many mold makers choose to start with # 400 in order to save time.
2. Semi-precision polishing
Semi-precision polishing mainly uses sandpaper and kerosene. After the whetstone operation is sandpaper operation, pay attention to the generation of round edges, rounded corners, and orange peels of the mould kernel. Therefore, the whetstone process is as fine as possible. Emphasis on sandpaper polishing. Sandpaper is combined with a harder wooden rod to grind at a cross angle of about 70 degrees like a whetstone operation. The number of sandpaper grinding on one side is about 10 to 15 times. If the grinding time is too long, the grinding force of the sandpaper will be reduced, which will cause unevenness on the processed surface (this is also one of the reasons for the orange peel).
In the sandpaper operation, bamboo chips are generally used for grinding. It is most ideal to use a wooden rod with a low elasticity or an aluminum rod with a low hardness at about 45 degrees. No rubber or highly elastic materials can be used for the polishing surface, and sharp angles can be used for shapes that cannot be polished at a 45-degree angle. The order of sandpaper is: # 220 ~ # 320 ~ # 400 ~ # 600 ~ # 800 ~ # 1000 ~ # 1200 ~ # 1500. In fact, # 1500 sandpaper only uses mold steel suitable for hardening (above 52HRC), but not for pre-hardened steel, because it may cause burns on the surface of pre-hardened steel parts.
3. Precision polishing
Precision polishing mainly uses diamond polishing paste. If the polishing cloth wheel is mixed with diamond grinding powder or grinding paste, the usual grinding sequence is 9um (# 1800) ~ 6u m (# 3000) ~ 3um (# 8000) 9um diamond abrasive paste and polishing cloth wheel can be used to remove the hair-like scars left by # 1200 and # 1500 sandpaper. Then use sticky felt and diamond abrasive paste for polishing, the order is 1um (# 14000) ~ 1 / 2um (# 60000) ~ 1 / 4um (# 100000).
The polishing process with an accuracy requirement of more than 1um (including 1μm) can be performed in a clean polishing room in the mold processing workshop. For more precise polishing, an absolutely clean space is necessary. Dust, smoke, dandruff, and saliva foam can all be scrapped after a few hours of high-precision polished surfaces.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Candy Box Lid Plastic Mould Suppliers