USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
As for plastic paint bucket mold, the main important po […]
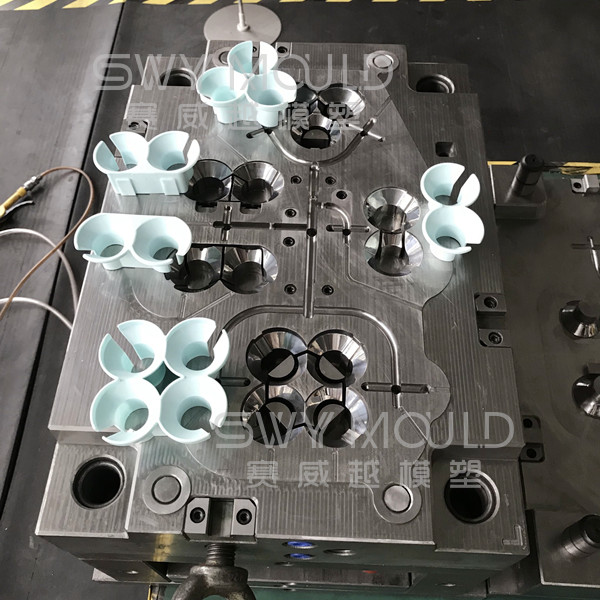
As for plastic paint bucket mold, the main important point we need to concern about is how to make the ejection smoothly, automatically, and safely?
This is the topic which we should take, as because the paint bucket is different from all the other kinds of the bucket, there is one undercut on the edge of the bucket mouth, and this undercut (rib) needs to be stripped before it dropdown. If there are any other strength ribs on the edge of the bucket, then we need to use angle lifts to make the paint bucket mold ejection.
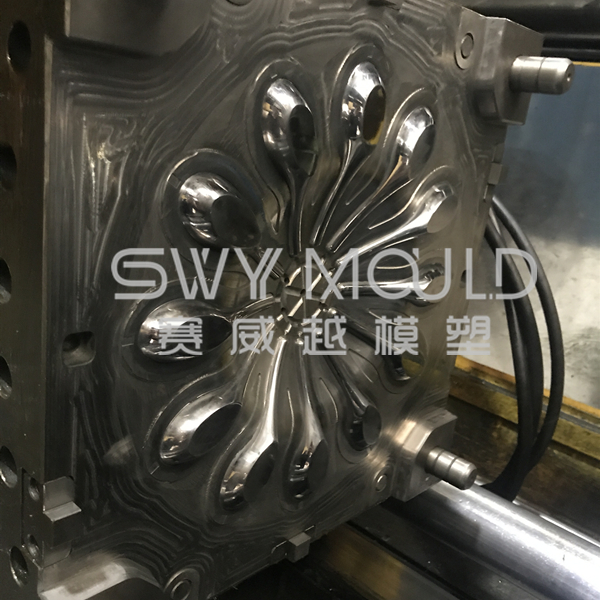
The beryllium copper on the core top and cavity neck lead to a very good cooling for the mold, and our latest design for the core and cavity would prolong the mold life: the original paint bucket mold alignment and lock system are around one, while we design an octagon step to have a better alignment and lock for the core and cavity, also which change would prolong the paint bucket mold life.
Other technical points need to concern also:
1. The machining process is meaning which kind of machining should we select and what we should take care of when we make the machining to the bucket mold core and cavity.
2. If the cooling is not equal in the different areas of the bucket mold core and cavity, this will cause the following difference of the melted material, the more hot area flowing will be bigger and the colder area the flowing will be smaller. then the hot area's bucket wall thickness will be thicker. The temperature difference normally caused at least 0.05mm.
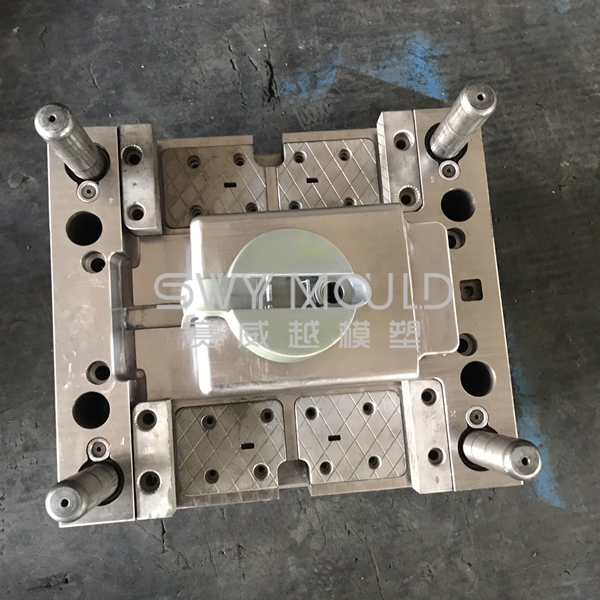
3. Normally, for the bucket mold the interlock height should be 20 to 30% of the plastic bucket's height, for example, the smaller bucket should be 20%, the bigger bucket mold should be around 30% height.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. Plastic Injection Mould Manufacturers injection molding Suppliers