USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Plastic material: PP
Product dimension: dia.16*50mm
Product weight: 2 grams
Cavity number: 16cav
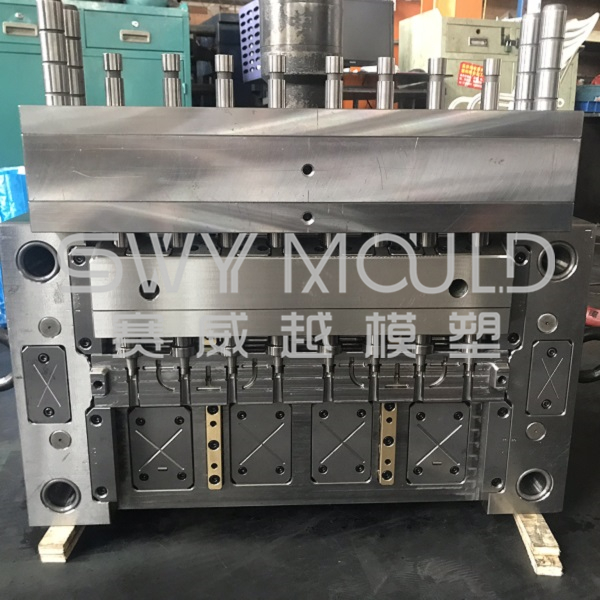
Steel: core/ cavity Stavax S136 with hardness HRC45-48
Gate: 4 tips hot runner point gate
Mold dimension: 490*840*465mm
Machine: 150T injection machine
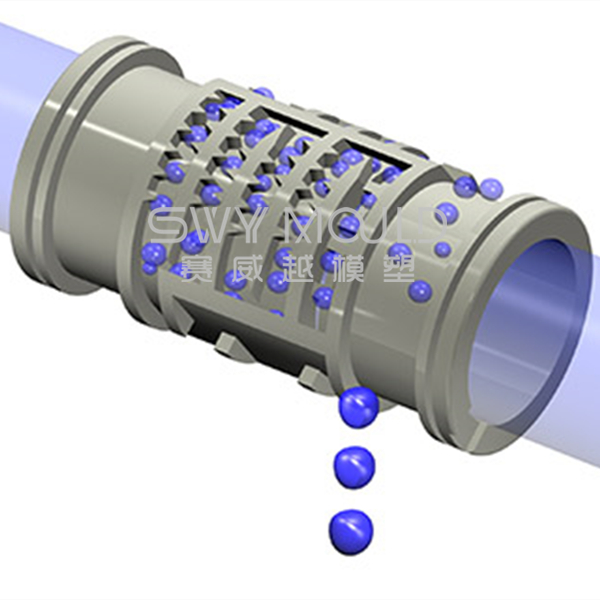
The function of this drip irrigation pipe:
Feeding of the plant's daily water needs (together with nutrients) drips by drip to the root of plant or earth surface utilizing a system that filters the water and carries it through lateral pipes.
What is the difference between drip irrigation tubing and drip tape?
The use of drip tape and drip irrigation tubing is very extensive. Many users cannot distinguish between drip irrigation belts and drip irrigation tubes. This article explains in detail the difference between drip tape and drip irrigation tubing so that users have a detailed understanding.

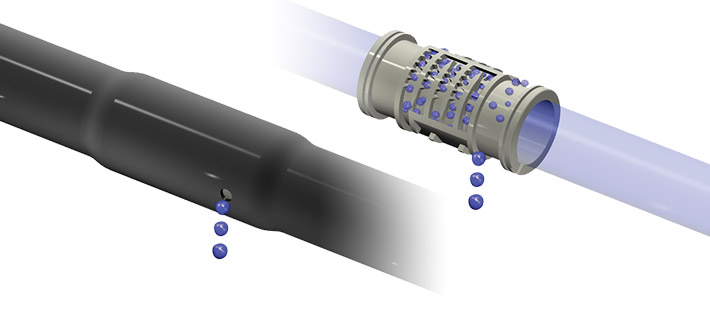
1. Firstly, from the appearance, the drip tape is flat in the absence of water and pressure, and the drip irrigation tubing is cylindrical
2. Followed by the dripper form to separate, the drip tape is generally inlaid with a flat drip head, the drip irrigation tubing is a cylindrical dripper;
3. The use time, drip tape compared to the drip irrigation tubing wall thickness is thin, the use time is short, the drip irrigation tubing use time is long;
4. The amount of water discharged, the water output of the drip tape is about 2L/h, and the water output of the drip irrigation pipe is about 3L/h. The drip irrigation tubing has a larger amount of water than the drip tape;
5. In terms of investment funds, the capital investment of drip irrigation pipes is higher than that of drip tape.
How to ensure the drip mold quality?
Well, the key is to choose the best product layout of the mold, as it will directly influence the layout of the hot runner system and cooling system! We compare and select the quality hot runner, to ensure injecting balance and stable working! In addition, it should be machining precision to achieve an excellent performance dripper mold! We use the precision high-speed CNC to machining the parting line surface to reach 0.02mm, no manual hand working, to ensure to have the accurate mold.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Agriculture Drip Pipe Connector Plastic Mold Suppliers