USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
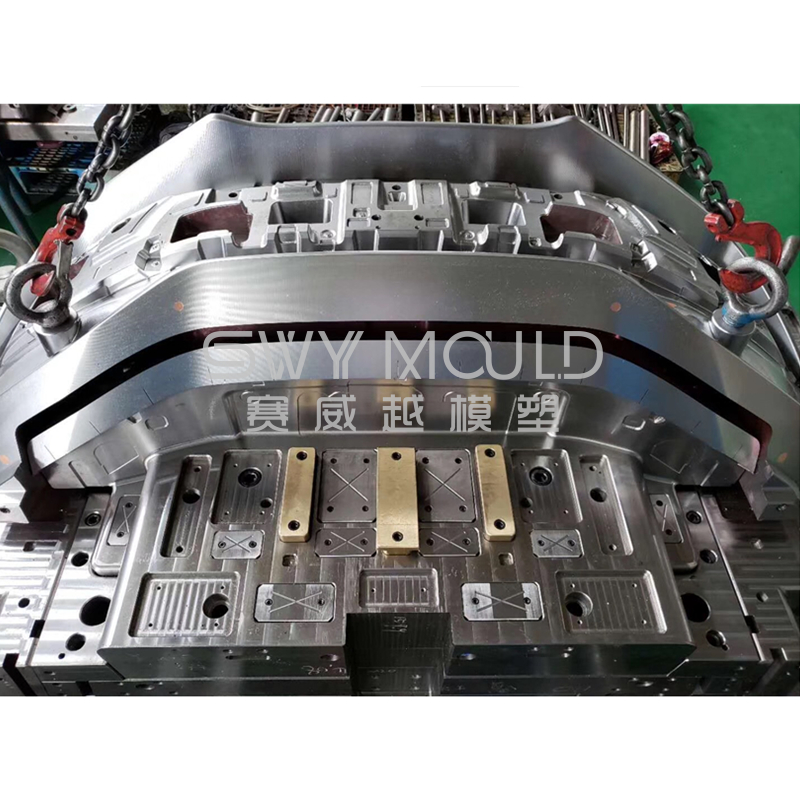

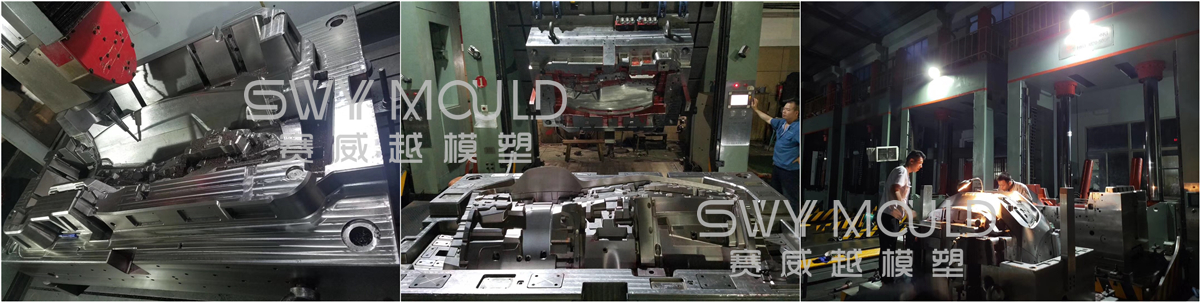
Material: PP+EPDM(Contraction:1,5%)
Bumper size: 1800*510*460mm
Steel for cavity &. Core: S50C
Hot runner: Yudo 3 direct injection gates
Mould estimated size: 2250x900x1050mm
Mould weight: 13500KG
Injection Machine Size: 1850T
Market: after-sales
Mould finished time: 95 days
The function of the automobile bumper
1. Protection function – bumper should absorb part of the energy in the longitudinal and corner collision of the car to protect the body, vehicle lighting system, cooling system, engine cover, gift box cover, etc.; pedestrian protection function, in the bumper The lower part is equipped with a buffer block to better protect the calf injury value when a pedestrian collides.
2. Device functions – on the bumper, some are equipped with lamps, license plates and license plates, etc., to give enough space and equipment conditions;
3. Ventilation channel – providing ventilation channels for vehicle cooling systems
4. Decoration function – the appearance decoration function integrated with the body shape
5. Improve aerodynamic characteristics ——The optimal design of the front bumper has an obvious effect on reducing the front windward resistance coefficient and lift coefficient.
Thining of plastic automobile bumper
There are three main ways to reduce the weight of automobile bumpers: material lightweight, structural optimization design, and manufacturing process innovation. Material lightweight generally refers to replacing the original material with a lower density under certain conditions, such as replacing steel with plastic; the structural optimization design of the lightweight bumper mainly includes thin-wall technology; the new manufacturing process includes micro-foaming New technologies such as materials and gas-assisted molding.
1. Material selection of plastic automobile bumper
Plastics are widely used in the automotive industry because of their lightweight, good performance, simple manufacturing, corrosion resistance, impact resistance, and greater design freedom, and they account for an increasing proportion of automotive materials. The amount of plastic used in a car has become one of the standards for measuring the development level of a country's automobile industry. At present, the plastic used in the production of a car in developed countries has reached 200kg, accounting for about 20% of the mass of the entire car.
The application of plastics in our country's automobile industry is relatively late. In economic cars, the amount of plastics is only 50-60kg, medium- and high-end cars have 60-80kg, and some cars can reach 100kg. In the production of medium-sized trucks in my country, each car uses about 50kg of plastic. The amount of plastic used in each car only accounts for 5% to 10% of the car's weight.
The material of the bumper usually has the following requirements: good impact resistance and good weather resistance. Good paint adhesion, good fluidity, good processing performance, and low price.
Accordingly, PP materials are undoubtedly the most cost-effective choice. PP material is a kind of general-purpose plastic with relatively good performance, but PP itself has poor low-temperature performance and impact resistance, is not abrasion resistant, easy to age, and has poor dimensional stability. Therefore, modified PP is usually used for automobile bumpers. material. At present, polypropylene special materials for automobile bumpers are usually made of PP as the main material, and a certain proportion of rubber or elastomer, inorganic filler, masterbatch, additives, and other materials are mixed and processed.
2. The problems caused by the thinning of bumpers and their solutions
The thinning of the bumper is likely to cause warpage deformation, resulting from internal stress release. The thin-walled bumper will generate internal stress due to various reasons in all stages of injection molding.
Generally, it mainly includes orientation stress, thermal stress, and demolding stress. Orientation stress is the internal attraction caused by the fibers, macromolecular chains, or chain segments in the melt oriented along a certain direction and insufficient relaxation. The degree of orientation is related to the thickness of the product, melt temperature, mold temperature, injection pressure, and pressure holding time. The greater the thickness, the lower the degree of orientation; the higher the melt temperature, the lower the degree of orientation; the higher the mold temperature, the lower the degree of orientation; the higher the injection pressure, the higher the degree of orientation; the longer the holding time, the greater the degree of orientation.
The thermal stress is due to the higher temperature of the melt and the lower temperature of the mold to form a larger temperature difference, and the faster cooling rate of the melt in the region close to the mold cavity results in uneven distribution of mechanical internal stress.
The demolding stress is mainly caused by insufficient strength and rigidity of the mold, elastic deformation under the action of injection pressure and ejection force, and unreasonable distribution and arrangement of ejector rods, resulting in uneven force during ejection of the product.
The thin wall of the bumper will also have the problem of difficult demolding. Due to the small wall thickness gauge and small shrinkage, the product adheres tightly to the mold; due to the relatively high injection speed, the holding pressure time Control is more difficult; thinner wall thickness and stiffeners are also easily damaged during demolding. The normal opening of the mold requires that the injection machine can provide sufficient mold opening force, and the mold opening force should be able to overcome the resistance during mold opening.
How to control plastic automobile bumper quality during injection molding?
1. Molding cycle
The time required to complete an injection molding process is called the molding cycle, also known as the molding cycle, molding cycle directly affects labor productivity and equipment utilization. Therefore, in the production process, the quality of the premise should be ensured to minimize the relevant time in the molding cycle. In the entire molding cycle, the injection time and cooling time are the most important, they have a decisive impact on the quality of products.
2. The pressure control
Pressure in the injection molding process includes both plasticizing pressure and injection pressure and directly affects the plasticizing and product quality of the plastic.
3. Temperature control
The temperatures that need to be controlled during injection molding are barrel temperature, nozzle temperature, and mold temperature. The first two temperatures affect the plasticizing and flowing of the plastic, while the latter temperature mainly affects the flowing and cooling of the plastic.
SWY MOULD service provide for you
1. Pre-sale service
Our company provide good salesman for professional and promptly communication.
2. In-sale service
We have strong designer teams, will support customer R&D, If the customer sends us samples, we can make product drawings and do the modification as per customer request and send them to the customer for approval. Also, we will accord our experience and knowledge to provide customers with our technological suggestions.
3. After-sale service
If our product has a quality problem during our guarantee period, we will send you free to replace the broken piece; also if you have any issue in using our molds, we provide you professional communication.
Advantages of plastic molds made by SWY
1. Competitive price with European quality.
2. Continuance service and support.
3. Diversified rich experienced skilled workers.
4. Custom R&D program coordination.
5. Professional in injection mold, having advanced equipment.
6. Quality, reliability, and long product life.
7. All the molds are automatic.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Automobile Tail Bumper Injection Mould Suppliers