USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
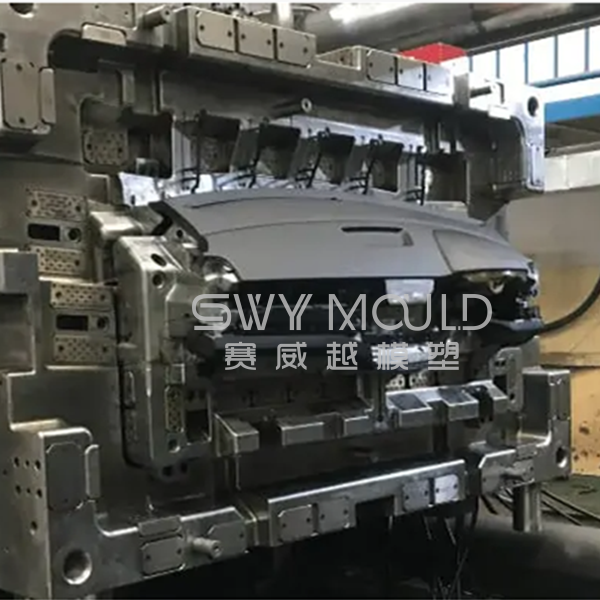


Part usage: for Honda auto dashboard part
Plastic resin: PP+PE
Main cavity & core steel: 1.2738H, HRC34-38
Slides steel: 1.2344, HRC48-52
Injection system: hot runner
Injection molding tonnage: 2800T
Lead time: 16-18 weeks
Honda auto plastic dashboard injection molding manufacturing standard
1. Mold external gauge
* The cooling water pipe connector shall be fitted with pt1/4 'specification and installed on the opposite side of the clamping plate.
* The distribution of cooling water joints should avoid being parallel with the ring hole as much as possible.
* The size of the ejector hole should be located according to the size of the mold and machine, not too small.
2. Ejection reset, pull core and pick up
* Large slider (width more than 200mm) locking surface has wear-resistant plate surface higher than 0.1 -- 0.5mm top tank.
* Products ejection easy to follow the inclined top, top rod with grooves or etching, does not affect the appearance of products.
3. Cooling
* The cooling water of the mold cavity should be rotated as far as possible and the cooling position should be moderate.
* All cooling water-sealed reinforcement with o-rings.
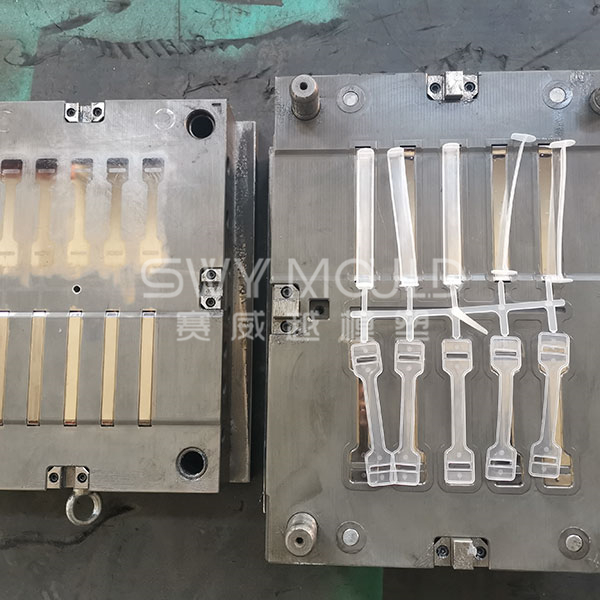
4. General pouring system (excluding hot runner)
* There is surface shrinkage of the latent gate on the mandrel.
* The shunting surface on the parting surface is round with no dislocation of front and rear dies.
5. Hot runner system
* Needlepoint hot nozzle tip must be stretched out before the mold surface.
* The socket shall be installed on the plank and shall exceed the maximum size of the template.

Factors affect the Honda auto plastic dashboard injection molding price
1. The size and shape of the automotive product are simple or complex. This determines what kind of corresponding structure the mold has, which is directly related to the mold cost.
2. The appearance of automotive parts, normal requests(after-sales market), and high require(OEM) completely different processing costs.
3. The mold cavity number, one cavity or multi-cavity, will affect the structure and size of the mold.
4. The part’s annual volume or mold life determines what kind of steel to use, which directly affects the mold price.
How to fix flow marks on plastic auto dashboard mold?
More and more large size plastic injection molding parts are used in the automotive industry. For consideration of cost, the application of spray-free injection parts is more and more extensive. However, this also requires higher cosmetic quality of injection molding parts. On some large parts such as bumpers, dashboards, door panels, and long interior plastic accessories, it is very common to see an appearance defect characterized by a streak or stripes perpendicular to the plastic flow direction, which looks like a pattern on the skin of a tiger, we call this “Tiger Flow Line".
1. Possible causes
Molding process: In this case, the injection speed was very fast at the start. Then the material temperature was increased up to 255 ℃ while the actual mold temperature was about 49 ℃. With this adjustment, we slowed down the injection speed but the flow line was still there. Then we noticed that the interval between the first valve gate and the other valve gate is only 3 seconds. It tells that the molding pressure of the first valve gate may be insufficient due to the opening of other gates when the injection speed slows down, resulting in unstable pressure at the first stage of filling and unstable flow of molten plastic, thus causing tiger flow lines.
2. Remedy
In order to provide sufficient pressure to maintain the stable flow of the molten plastic at the first gate, close all other gates pressure and use slow injection speed as 15cm3/s. The tiger flow line disappears.
3. Important note
The result shows that the occurrence of the tiger flow line is not related directly to the viscosity of the melt. More and more studies have shown that instability in the flow process is the main cause of tiger flow lines.

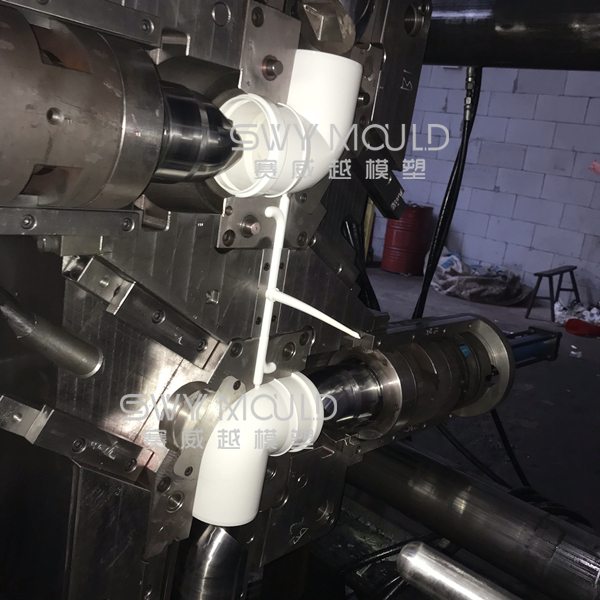
Hot runner system in plastic car dashboard mold
A hot runner gating system can be understood as an extension of injection molding machinery. The function of the hot runner system is to deliver the thermoplastic melt to the vicinity of the mold or directly into the mold adiabatically.
The hot runner can be heated independently, but thermally insulated in the injection mold, so that it can individually compensate for the heat loss caused by contact with the "cold" mold. Hot runner molds have been successfully used to process various plastic materials. Almost all plastic materials that can be processed with cold runner molds can be processed with hot runner molds.
A successful hot runner mold application project requires multiple links to be guaranteed.
Among the most important are two technical factors: one is the control of plastic temperature; the second is the control of plastic flow.
A typical hot runner system consists of the following parts:
1. Hot runner plate (MANIFOLD);
2. Nozzle;
3. Temperature controller;
4. Auxiliary parts.

Advantages of hot runner mold:
1. Shorten the molding cycle of parts;
2. Save plastic raw materials;
3. Reduce waste and improve product quality;
4. Eliminate subsequent processes, which is conducive to production automation;
5. Expand the application of injection molding technology.
Plastic resin commonly used for auto plastic injection molding
1. Nylon material (PA)
Nylon is mainly used in automotive engines and engine peripheral parts, the main varieties are GFPA6, GFPA66, enhanced flame retardant PA6, and other products.
In the automotive engine peripheral parts on the application: as the engine peripheral parts are mainly heating and vibration components, most of the materials used in its components are glass fiber reinforced nylon. This is because nylon has better overall performance, modified with glass fiber nylon, the main properties have been greatly improved, such as strength, product accuracy, dimensional stability, etc. In addition, the variety of nylon, glass fiber modified nylon, the main properties have been greatly improved, such as strength, product accuracy, dimensional stability. Besides, the variety of nylon, which is easier recycling and relatively inexpensive, etc., contributes to nylon as an ideal choice of materials for engine peripheral components.
In addition, in automotive engine parts on the application: engine cover, engine decorative cover, cylinder head cover, and other parts are generally used modified nylon as the material of choice, compared with metal, cylinder head cover, for example, a 50% reduction in quality, cost reduction of 30%.
2. Polyester material (PBT)
In automotive manufacturing, PBT is widely used in the production of automotive parts such as bumpers, carburetor components, fenders, spoilers, spark plug terminal blocks, fuel supply system components, instrument panels, car ignition, gas pedal, and clutch pedals.
3. Polymethylmethacrylate (POM)
The automotive industry is the largest potential market for POM, which is light, hard, wear-resistant, creep-resistant, chemical-resistant, etc. POM is very suitable for manufacturing automotive pumps, carburetor parts, fuel lines, power valves, universal joint bearings, motor gears, cranks, handles, instrument panels, car window lifters, electric switches, seat belt buckles, etc., especially sliders and other wear-resistant parts that are modified with POM. POM’s strengths are that these parts are less abrasive on metal, reducing lubricant consumption and increasing part life.
4. Polycarbonate material (PC)
Due to its excellent heat resistance, impact resistance, rigidity, and good processing fluidity, modified PC is mainly used in automotive parts such as exterior and interior trim parts, dashboard surroundings, antifreeze plate, door handles, underflow plate, brackets, steering column sheathing, decorative plate, air conditioning system parts, lamp parts and other automotive parts.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Honda Auto Plastic Dashboard Injection Molding Suppliers