USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
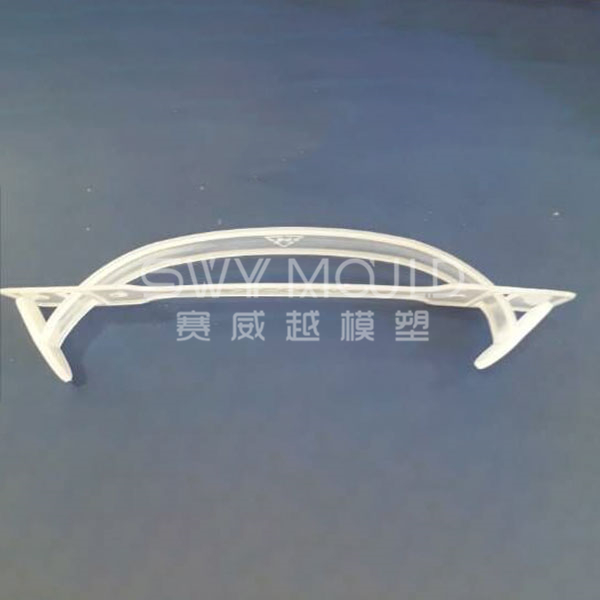
Part material: PP
Part size: 110*25mm
Mould size: 480*410*360mm
Mould weight: 750KG
Cavity/core steel: P20
Mould base: 60#
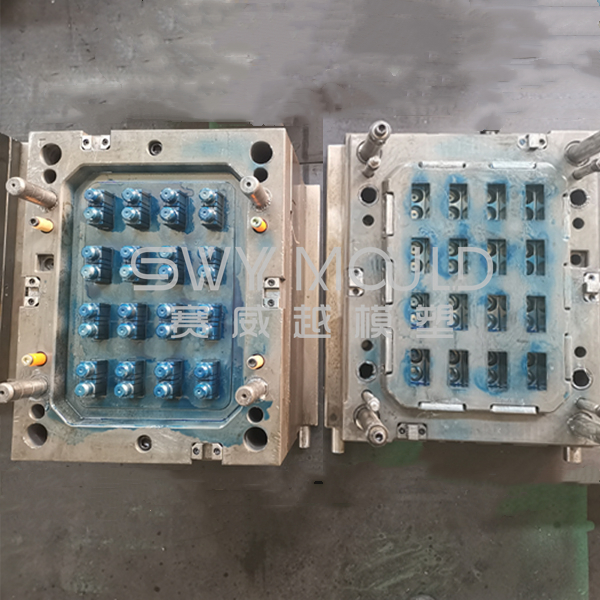
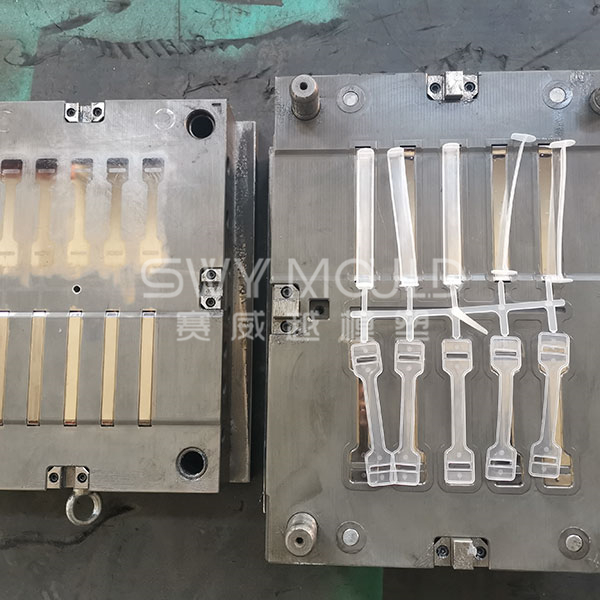
Mould cavity: 5+5
Runner system: cold runner
Ejector system: ejector pins
Time of T1: 45 days after design confirmed
Our Mexico customer placed an order to us with different shapes of child toy building blocks, together with he also want to make a handle mold for toy packaging. As the needed total production amount of handle mold is not so big, so for two shapes are made into one mold with a cavity of 5+5.
Kindly checking our mold:
The principle of gate location selection
When determining the gate location, the following principles should be adhered to:
1. The resin injected into each cavity should be as even as possible.
2. The material injected into the mold should maintain a uniform and stable flow at all stages of the injection process.
3. Take the possible defects into consideration such as weld marks, bubbles, voids, insufficient injection, and plastic spray.
4. The operation of cutting the injection gate should be made as easy as possible, preferably automatic operation.
5. The location of the gate should match all aspects.
Gate location selection technique
1. Place the gate at the thickest part of the product, injection from the thickest wall can ensure better filling and pressure holding effect. If the holding pressure is insufficient, the thinner area will solidify faster than the thicker area. Avoid placing the gate on the surface where there is a sudden change in thickness to prevent delayed injection or fast shooting.
2. If possible, inject from the center of the product. Placing the gate in the center of the product can provide equal length flow length which will affect the required injection pressure. The central injection gate makes the holding pressure uniform in all directions and avoids uneven volume shrinkage.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Packing Bag Handle Mold For Toy Suppliers