USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


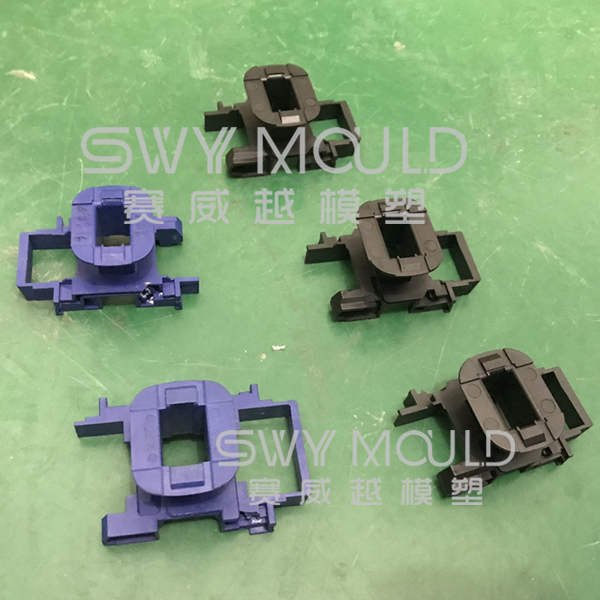
Part material: nylon
Part weight: 0.05kg
Top size: 6.8 x 4 x 3cm/2.7 x 1.6 x 1.2inch(L*W*H)
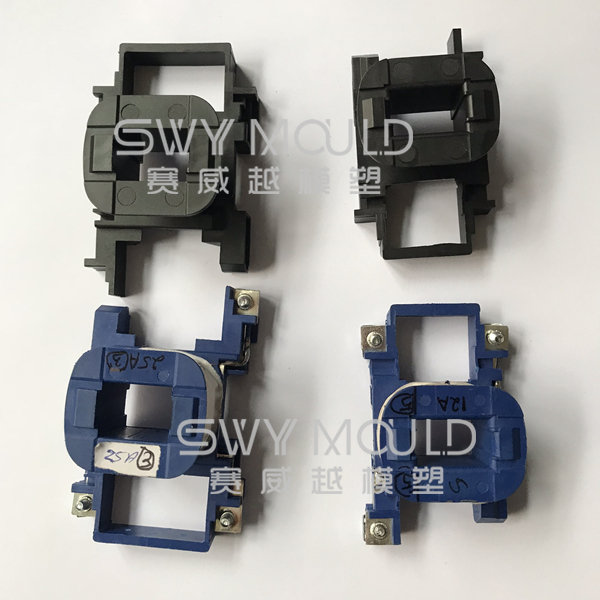
Phase: 3
Electricity type: AC
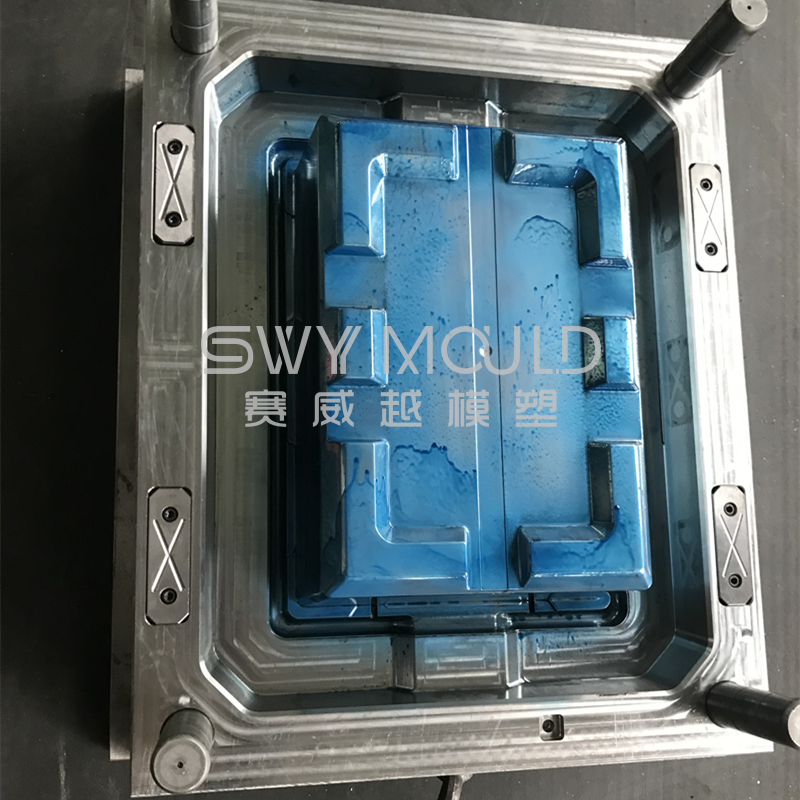
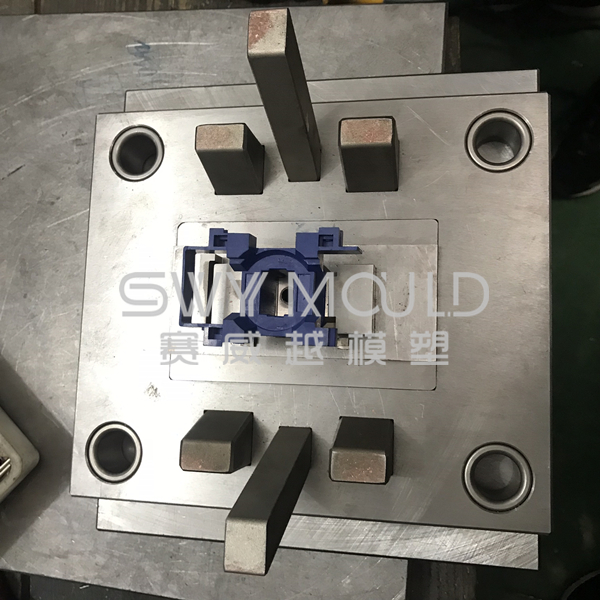
Mould material: H13
Mould base: C50
Mould cavity: single
Cycle time: around 9 seconds
Lead time: 55 working days
Types of plastic injection mould gate design
1. Direct gate or sprue gate
Used in the case of a single cavity, or when placing the gate directly to the base of the molded product. Residual strain tends to occur because the injection pressure will directly apply to the molded product. Mold construction is the simplest.
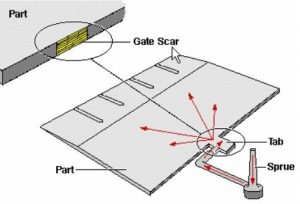
2. Tab gate
This is a method that sets up a tab on the side of the molded product and places a gate there. Normally, the gate and the tab should be placed at the right angle. Gate seal will happen on the gate part, so suppressing residual strain and flow marks inside the tab are possible.
3. Fan gate
Its structure is similar to the side gate, but the gate width is bigger and fan-shaped. Used in the large-size molded products.

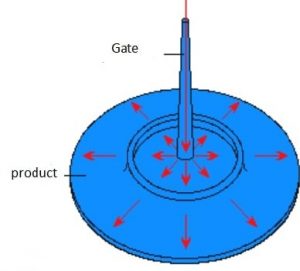
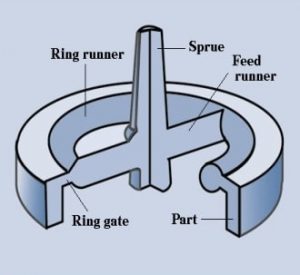
4. Ring gate
Used like the disk gate. The ring part must get filled first and then the cylinder part, otherwise, the weld will occur.
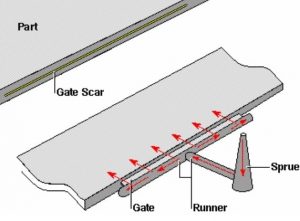
5. Edge gate
This type is most generally adopted and used well in multi-cavity mold. Its shape is rectangle or semicircle and placed at the side of the molded product.

6. Overlap gate
It is the same side gate but the gate has in front of products.
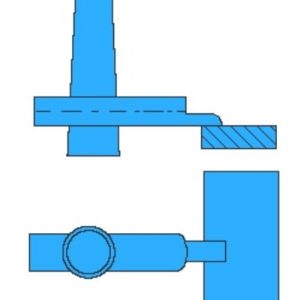
7. Dis gate
This gate is used to prevent eccentricity and weld when molding a disk or cylinder-shaped one. However, there is a disadvantage that the finishing of the gate part is difficult.

8. Flash gate
This type will be applied to the plate-shaped molded product. This type is effective at preventing deformation by suppressing residual strain.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Contactor Coil Mould Suppliers