USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Raw material: TPE
Shore A hardness: 65
Mold steel: 718H
Mold base: C50
Cooling time: 15S
Cycle time: 20S
Molding machine tonnage: 160T
Properties of thermoplastic elastomers
Thermoplastic elastomers are available in durometers typically ranging from 30 to 95 on the Shore A hardness scale depending on the class of material selected.
These flexible materials, commonly referred to as TPRs or TPEs, typically belong to four classes of thermoplastics: olefinic; polyurethanes; polyester copolymers, and styrene block copolymers. PVC is another option for flexible thermoplastic materials.
Two types of Styrenic elastomers are available for plastic injection molding. The Styrene-Butadiene-Styrene (SBS) block and the Styrene-Ethylene/Butylene-Styrene (SEBS) block. The SEBS block elastomers have higher temperature resistance and can withstand prolonged outdoor exposure while the SBS block should be limited to indoor applications. Both types are resistant to water, acids, and bases, but both are also attacked by solvents. Both types can be molded in a variety of colors.
Polyurethanes are known for their excellent abrasion resistance and load-carrying capability. Polyester, polyether, and polycaprolactone-based urethane grades work well with the plastic injection molding process. The polyester types exhibit better mechanical properties while the polyether types have improved low-temperature properties and resistance to hydrolysis. The polycaprolactone group offers improved hydrolysis resistance compared to the polyester-based urethanes while offering similar mechanical properties.
All of the urethanes can be molded in a wide selection of colors and are available in many grades for specific applications including flame-retardant grades.
Characteristics of TPE material
The styrene-based TPE (known as TPS in foreign markets) is a copolymer of butadiene or isoprene and styrene block, so its performance is similar to that of SBR.
Strengths: High elasticity of rubber and plastic injection moldability; environmentally friendly, non-toxic, and safe; excellent coloring, smooth touch, weatherability, fatigue/temperature resistance, excellent processability, no need for vulcanization, and ability to be recycled for cost reduction. It can be co-molded with such base materials as PP, PE, PC, PS, and ABS, or molded separately.
Weaknesses: The biggest problem with SBS and SIS is their low heat resistance – the temperature should not exceed 80°C. At the same time, its strength, weatherability, oil/wear resistance, etc. are also incomparable to those of rubber.
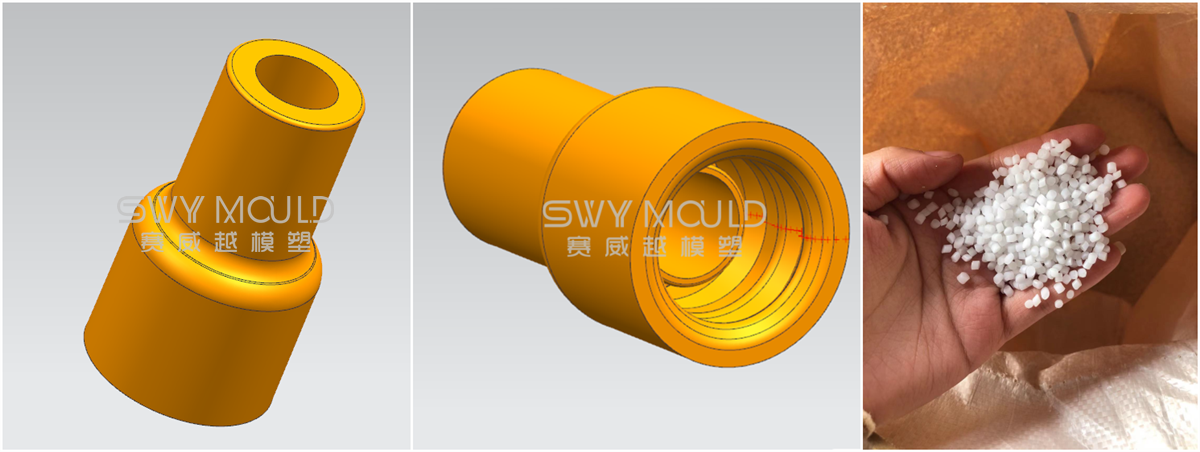
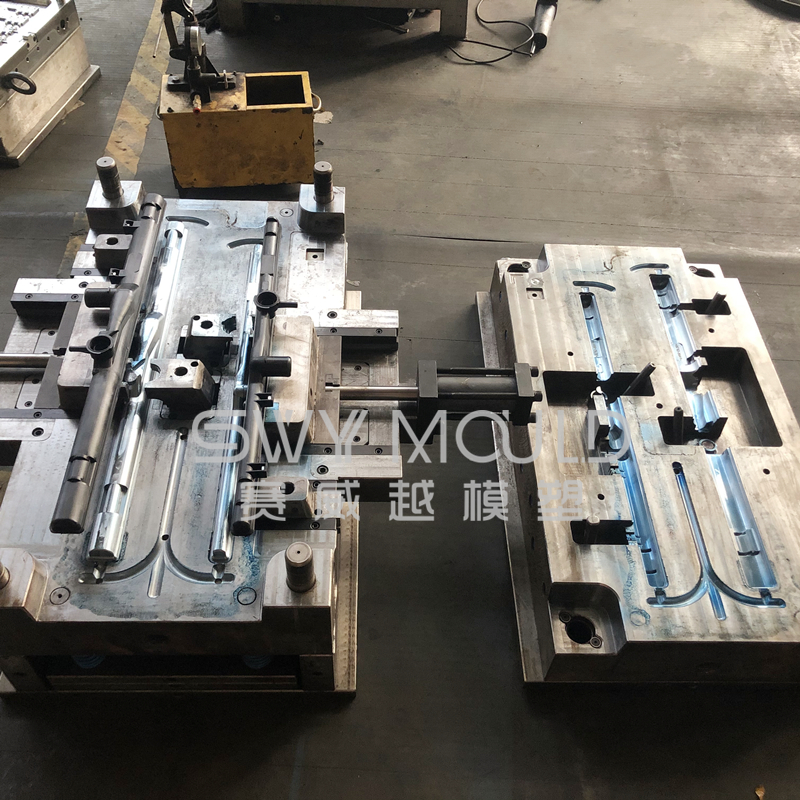
Process of TPE injection molding
In the process of TPE injection molding, a hopper is used to enter the TPE pallets into the machine and after that, into the barrel. Here, the high temperature of the barrel makes the material liquid resin. This liquid resin is fed into a closed mold with high pressure. When molten polymer makes the finished document dry and cool, it is then taken from the mold.
Although injection molding is a good solution for a number of problems, so, custom injection molding is used to resolve the problems. However, the use of appropriate material is crucial. Injection molding is a fast process and the properties of TPE make it a desired material for injection molding. The products in which TPE is used are Thermoplastic polyurethanes (TPU), Thermoplastic olefins (TPE-o), Styrenic block copolymers (TPE-s), Thermoplastic copolyester, Elastomeric alloys (TPE-v or TPV), Thermoplastic polyamides.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Soft TPE Plastic Injection Molding Suppliers