USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.




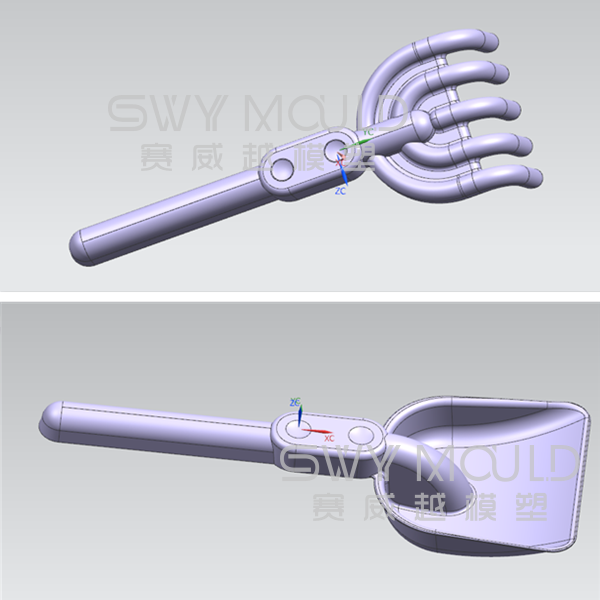
Shovel dimension: 250*90mm
Rake dimension: 230*90mm
Raw material: PP, food-grade
Mould steel: P20
Mould base: 60#
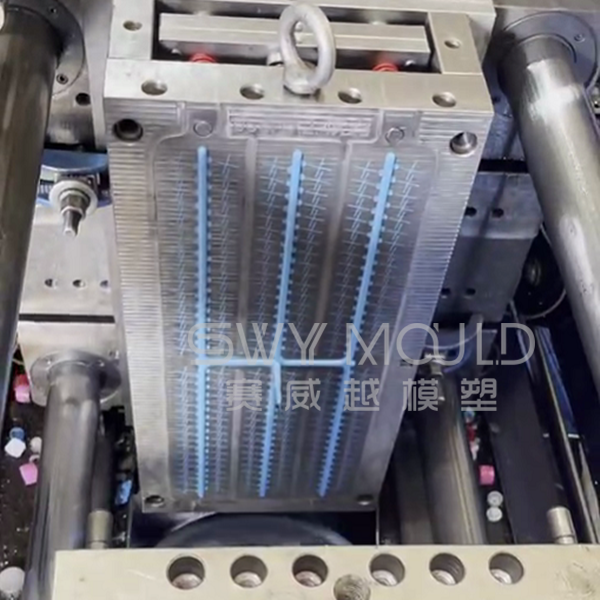
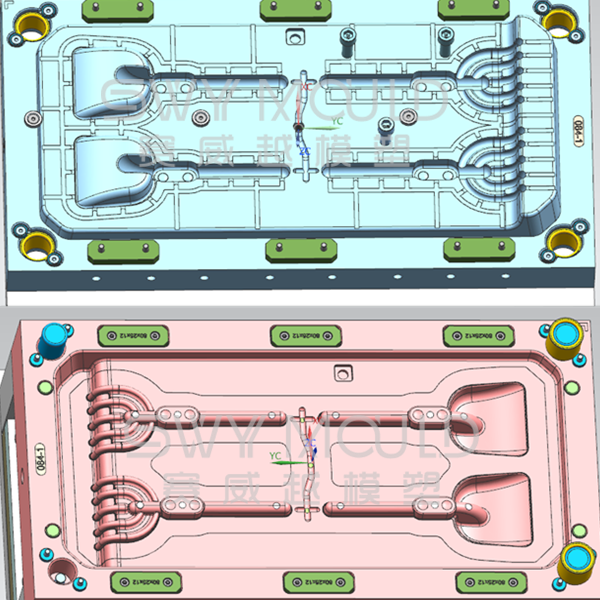
Nos of cavity: 2+2
Injection system: cold runner
Mould size: 675*400*400mm
Suitable machine: MA900 or MA1600
Polishing is an important finishing process in injection mold manufacturing. The purpose of polishing is to remove minor scratches and decrease the surface roughness of the workpiece. It is well known that in-mold fabrication 37–50% of the total time is spent on finishing operations, which are mostly performed by skilled workers employing traditional techniques. And the processing of automation and optimization of manufacturing processes are becoming increasingly important tasks due to the increasing demand for higher precision and productivity in manufacturing processes in the modern industry.
Therefore, high efficient polishing machining and finishing technology are strongly desired for a long time, which will also increase productivity and decrease the labor intensity.
Instructions for playing beach kids sand shovel injection mould polishing
1. Identify all the shutoffs. Use a marker and shade in all of the shutoffs very clearly.
2. Are there corners and edges that need to remain sharp? Again, mark them clearly.
3. Are there corners that need radii added prior to mold polishing?
4. Indicate exact areas to be textured. What kind of texture will be applied? How deep will the finished texture be? (i.e., 0.0006" or 0.0012" deep, etc.) The depth and kind of texture will determine the level of mold polish required. Knowing these specific details ahead of time can save your shop time and money.
5. What kind of steel was used to make the details of the plastic injection mold you want polished? Trade name of the steel? Hardness?
6. Do you want the vent runners polished? Are the vents to be lapped and polished? Did you leave stock for this to be done?
7. Are the shutoffs finished and is all fitting completed? Should certain areas and details be masked (taped) for extra protection?
8. What kind of surface finish do you really need? Many of today’s engineered plastics will release more easily (or grip more readily) if the plastic injection molds are polished to a specific finish. This is especially true in ribs and on non-draft walls.
9. Exactly how was this piece machined? Was it finished in the CNC machine with a carbide cutter after heat-treating? The insert or block may need to be stress relieved if a truly high level of diamond polish is to be achieved. Carbide can result in a surface-hardened condition, which can cause problems for the mold polisher. If the surface is to be textured, the polisher will need to acid test the surface to confirm that a consistent surface has been achieved. This is especially true of an EDM-ed surface.
10. Pre-plan the polishing of your injection mold's various inserts of the injection mold. Which parts of the mold need to be polished first? Certain parts may require additional work after polishing. For example, to guarantee a sharp corner, the stock may be left intentionally to protect an edge from being accidentally rolled. In the case of large complex molds, the side of the mold with the most assembly time can be polished first to save time.
11. Caution! Was this molding detail initially polished in your shop by a well-intentioned mold maker to let’s say a 320 stone finish? The polisher may have to go back and re-polish what that person has overlooked. The 320 stone finish will hide a multitude of polishing mistakes that will only become evident after the polisher starts to apply a finer finish. The polisher may have to go back to a 220 stone to blend in the mistakes! Polishing is a profession that must be learned and practiced to achieve the desired results in the shortest time possible. Polishing is not “rubbing on the surface with a box of rocks." It is a carefully orchestrated series of carefully applied skills that result in a polished surface… not to be attempted by unskilled or inexperienced hands!
12. Contacting your polisher at the beginning of a large complex mold can save you time and money! Remember that a polishing company sees and works on at least ten times as many molds a year as an average shop. The polisher can make some very helpful recommendations that can reduce polishing time and save time away from the shop!
13. Itemize all parts and or inserts that you send to the polisher. Things can get lost.
14. Make sure that all orders and information are in writing, not verbal.
15. Drop off polishing on time and pick it up promptly when it is completed.
16. Make sure that the cavities, cores, and components being polished are blown out and clean before they are taken to the polisher. No one wants to receive dirty work.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Playing Beach Kids Sand Shovel Injection Mould Suppliers