USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

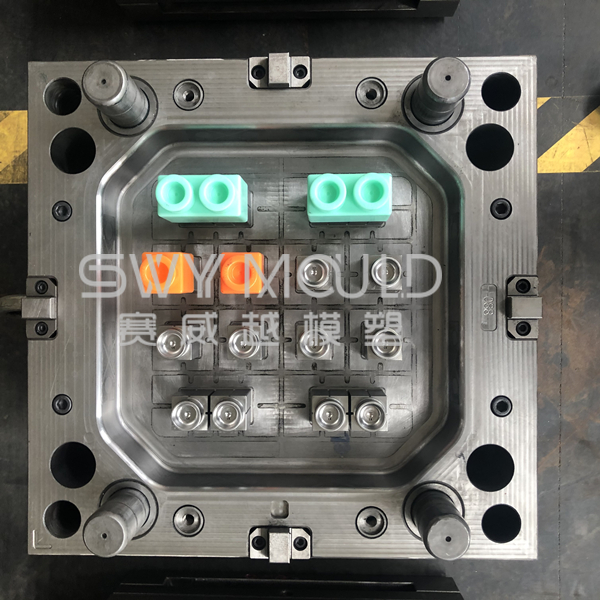
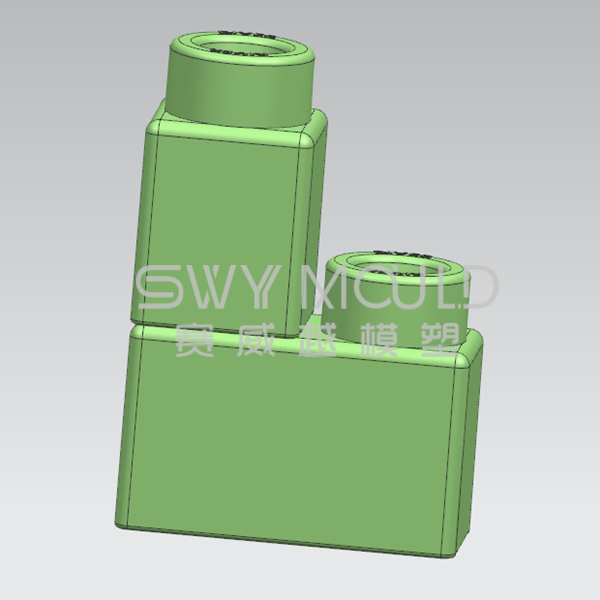
Raw material: soft TPE (in the beginning, customer choose soft PVC, at last, changed to soft TPE, with consideration of environmental protection and safety)
Blocks size: 31*31*53mm & 62*31*53mm
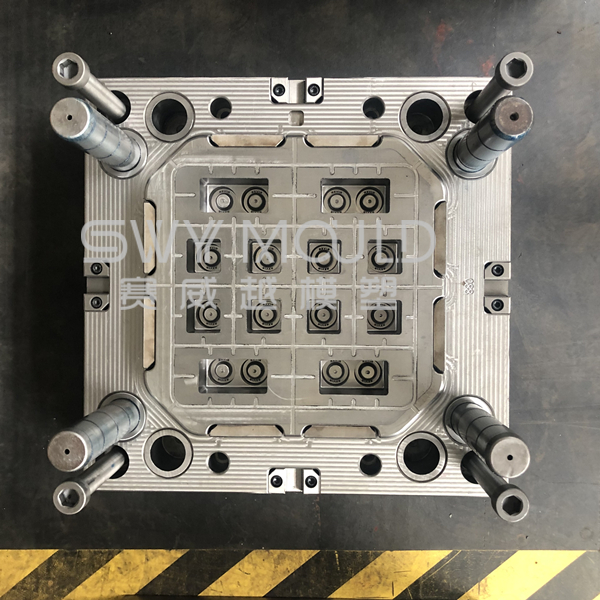
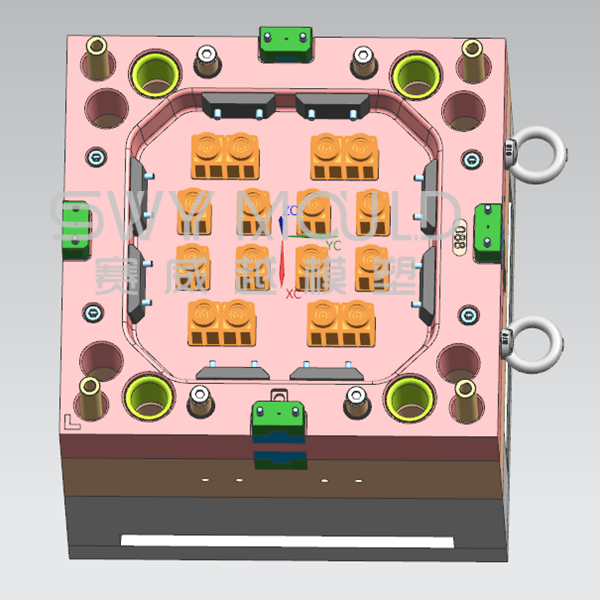
Mold steel: S136 (anti-corrosion)
Base steel: 60#
Mold cavity: 8+4
Injection system: cold runner
Mold size: 420*410*460mm
Mold weight: 525KG
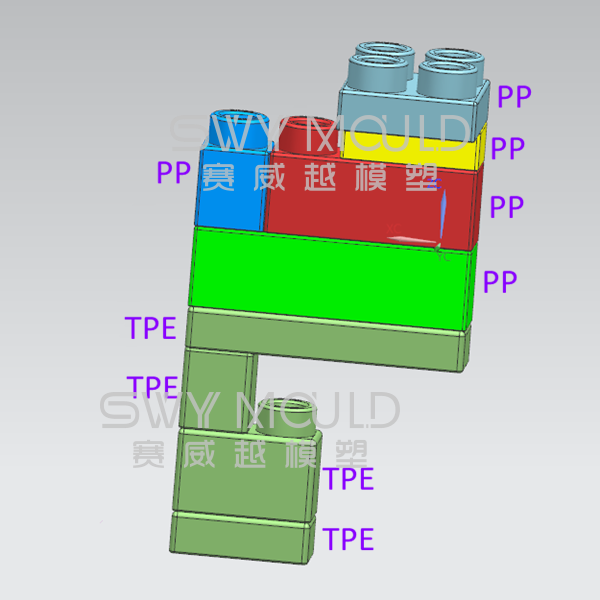
Required: matching with PP building blocks
The raw material of TPE
Thermoplastic elastomers (TPEs) are a form of thermoplastic polymers. They are also a class of copolymers, or a physical mix of rubber and plastic polymers, that consist of both thermoplastic and elastomeric properties. TPEs are also referred to as thermoplastic rubber, as it exhibits some of the performance properties of rubber. However, TPEs are processed similarly to plastic and are recyclable.
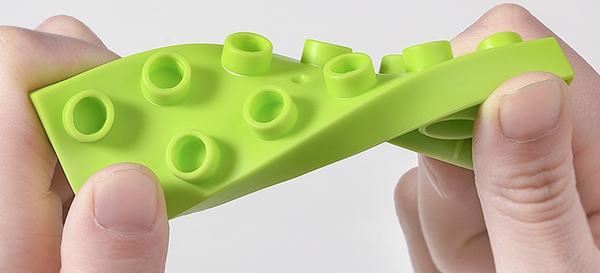
The elastomeric component of TPEs makes them soft and flexible, so they can be stretched to twice their initial length. They will return to their original length upon release. TPEs are soft to the touch, so they are ideal for a variety of markets and consumer goods. Furthermore, soft thermoplastic elastomers are easy to mold and extrude onto other TPEs. As a result, they are ideal for soft grips on products as well as sealing rings and bottle cap liners.
There are also different generic classes of commercial TPEs:
1. Styrenic block copolymers, TPS (TPE-s)
2. Polyolefin elastomers, TPO (TPE-o)
3. Vulcanizates, TPV (TPE-v or TPV)
4. Polyurethanes, TPU (TPU)
5. Copolyester, TPC (TPE-E)
6. Polyamides, TPA (TPE-A)
7. Unclassified thermoplastic elastomers, TPZ

Advantages of TPE material
1. Simplified processing
2. Lower part costs
3. TPEs are colorable
4. Recyclable scraps and parts
5. Long-lasting
6. Exceptional flexural fatigue resistance
7. Good electrical properties
8. Tear & Abrasion Resistance
9. High impact strength
10. Chemical Resistance
11. Weathering Resistance
Physical Properties of TPE material
1. Tensile Strength: 1740 – 4210 PSI
2. Tensile Elongation: 330% – 560%
3. Durometer: 30 to 56
4. Outstanding UV and ozone resistance
5. Dense rubber
6. Slip resistance
7. Excellent weather resistance
8. Shock absorption
9. Flexibility
10. Soft texture
11. Benefit of being co-extruded
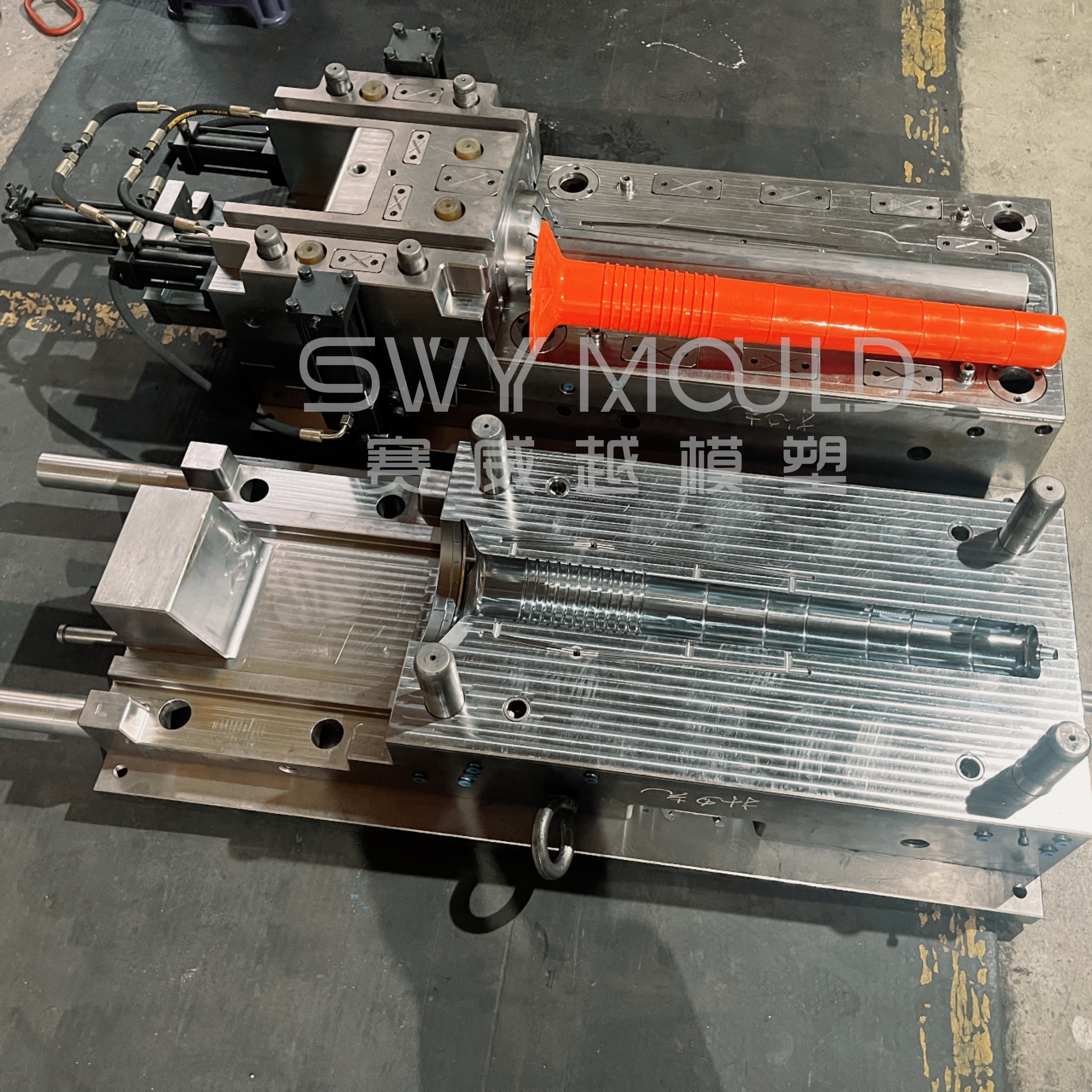
Problems of TPE sticking in the mold during producing
TPE thermoplastic elastomer soft rubber materials are more common in the injection molding process, especially in the case of low hardness, TPE hardness is lower than 60A, the sticking problem is quite common, and the main sticking modes take two forms.
1. Thermoplastic elastomer in the mainstream mold
Since the main flow path is the closest position to the injection nozzle, the pressure exerted by the screw injection is the largest, resulting in the smallest material shrinkage in this area, whereby the material and the inner wall of the gate slide to generate greater friction.
The specific solution is as follows:
* Because of the particularity of the thermoplastic elastomer material, the smoother the surface of the mold, the greater the adsorption force, which is exactly the opposite of hard plastic. Therefore, the gate bushing can be subjected to electrical discharge machining to retain a certain thickness of the discharge pattern and reduce the flow path.
* The ejector pin of the flow channel adopts the inverted shape of the flow groove pin pattern, which increases the force of pulling the flow channel. There is no need to worry about the reverse buckle, the flow channel will not be taken out, because this is a soft glue, of course, the angle of the reverse buckle can be started from a small slowly experiment if a general Z-shaped needle is used, there is a possibility that the pulling force is insufficient, resulting in a flow path sticking master.
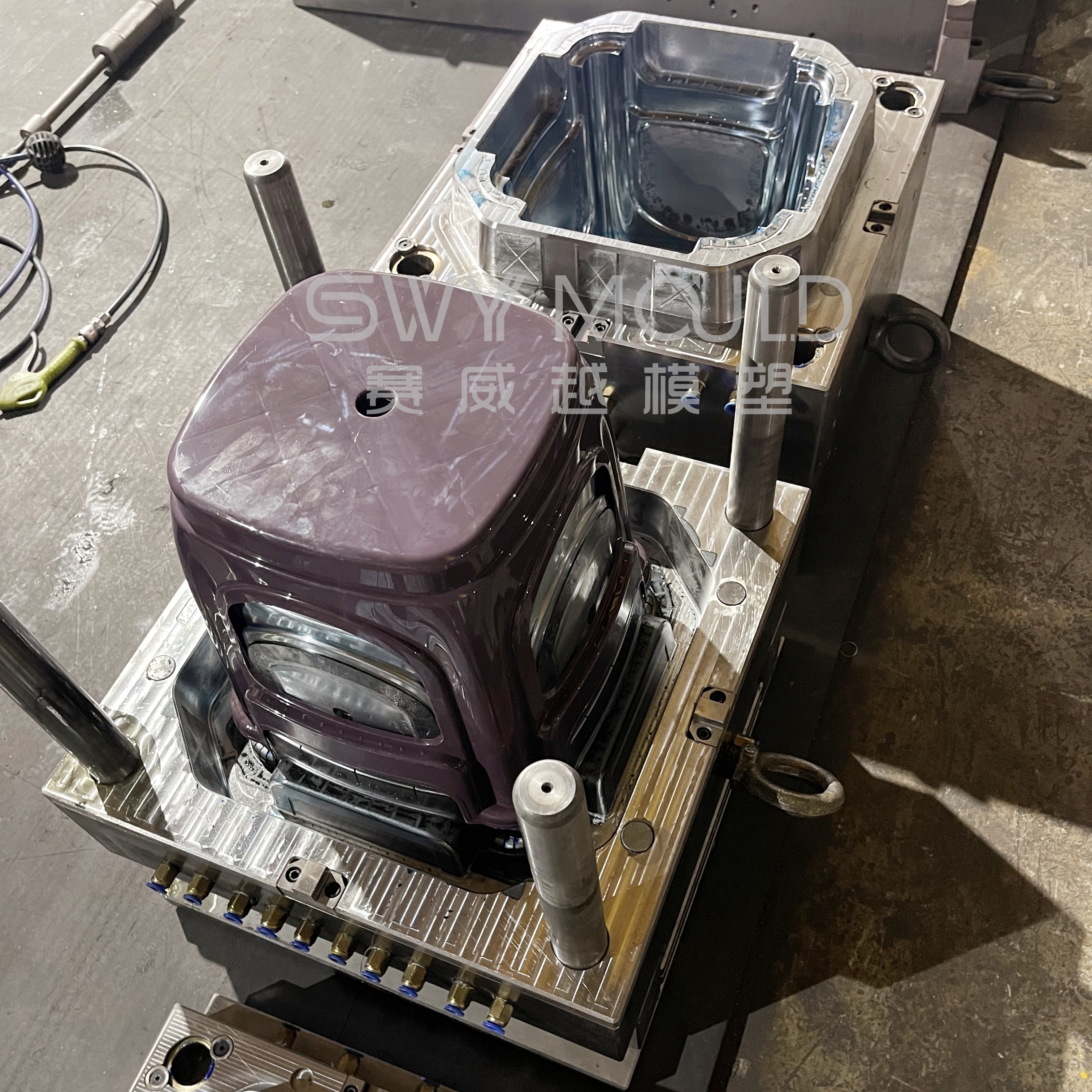
2. Thermoplastic elastomer injection molding products
Compared with the main gate sticking mold, the probability of the product sticking mold is low. Usually, the product sticking mold occurs in the product structure design, such as the male mold drawing angle is too large, the male mold needs the skin pattern processing and the like.
The specific solution is as follows:
* The male mold is polished to a mirror surface as much as possible to increase the adsorption force, which is also contrary to the hard plastic.
* The draft angle of the male mold can be made small in size, or simply not drafted, and if allowed, can even be reversed.
* The thimble head can be provided with a cross rib.
* From the aspect of the molding process, the master mold can be connected to a high mold temperature, and the male mold can be connected to a low mold.
* Adjusting the formulation of the thermoplastic elastomer material to lower the injection molding process temperature.
* Reduce the pressure of holding pressure.
* Before the molding, the mold release agent is sprayed in the cavity.
Under normal circumstances, the thermoplastic elastomer is molded on the mold after bonding, which is the first mainstream mold and the second case described above.
However, sometimes due to materials, process parameter settings or mold design reasons, the product will stick to the front mold (such as the front mold has a large adsorption force), it is difficult to demould, and even the product is deformed or pulled, and may be due to the main casting. The problem of sticking to the mouth is generally caused by the pressure of the holding pressure being too large. This will also create a gate problem.
For thermoplastic elastomers with a medium hardness or higher, the depth of the dermatoglyphics is increased, and on the contrary, it is easy to form a sticking mold, which requires attention.
Improvement of sticking problem of TPE
1. Adding an external lubricant to the thermoplastic elastomer elastomer material, such as silicone, oleic acid amide, erucamide, EBS, etc.
2. Reduce the addition of softening oil, relatively straight paraffin oil is better.
3. Increasing the crystallization temperature and crystallization rate of the continuous phase material.
4. Add some filler when possible.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Soft TPE Injection Mold Of Toy Building Blocks Suppliers