USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.




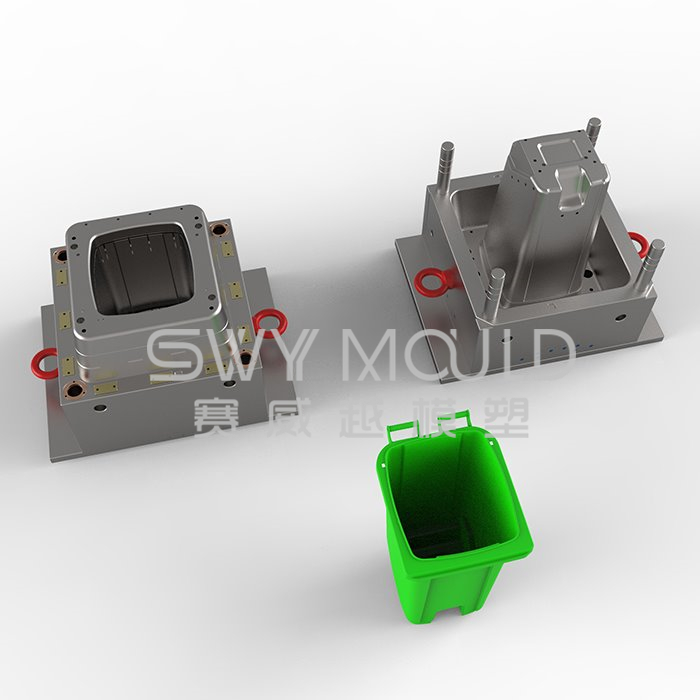
Handle material: PP
Mold steel: P20H
Mold cavity: double
Injection system: cold runner
Mold size: 320*470*335mm
Mold weight: 270KG
Cycle time: around 28 seconds
Suited machine: 160T
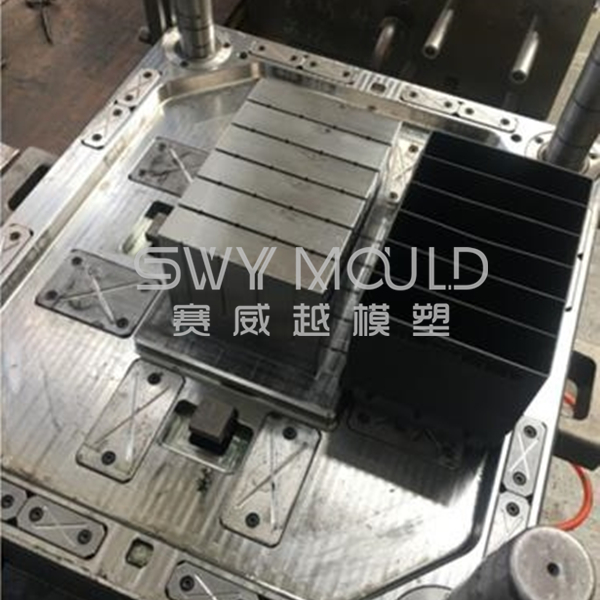
Taizhou Saiweiyue Mould & Plastic Co., Ltd has made a lot of different sizes and shapes of basket molds, such as shopping basket mold, laundry basket mold, dirty cloth basket mold, slotted basket mold, picnic basket mold, rectangular basket mold, stackable basket mold, mesh basket mold, storage basket mold, multi-utility basket mold, etc.
Welcome to contact us and provide us your basket sample, we will analyze and customize plastic molds for you.

Surface roughness - injection molding defects
Surface roughness means there is a lack of precision in the surface of a molded part, or an inconsistent level of precision all over the surface, e.g. some areas are glossier than the rest. The main reasons for surface roughness might lie in the injection molding machine, the mold, the process, or the material.
1. Injection molding machine
* Insufficient material supply;
* Material barrel is not thoroughly cleaned when changing material;
* Check for cold melt leakage at the nozzle;
2. Injection mold
* The gate is too small, or the runner is too thin – increase the gate size, or adopt the film gate;
* The surface of the mold cavity is rough – polish the cavity surface and check if there’s any leakage;
* Poor venting – add vents in the location with poor glossiness for an improvement;
* Increase the size of or add a cold slug well to collect the cold material;
* Mold temperature is too low – raise mold temperature;
* Might be affected by mold release agents – stop the application of mold release agents;
3. The injection molding process
* Increase melt temperature (check whether the heating zone of the material barrel is in disorder – non-uniform temperature, local temperature too high or too low, etc.);
* Increase nozzle temperature;
* Over shear caused by over-speed injection – lower injection speed appropriately;
* Increase injection pressure;
* Increase material injection time;
4. Raw materials
* Raw material is not dried;
* Too much recycled materials are added, or repeatedly recycled materials are decomposed;
* Excessive application of mold release agents.
Mould quality control in SWY MOULD
To make a good plastic mold and meet our customer's requirements we have tight quality control procedures, even though still not perfect but we are learning from our customer's feedback and improve it from time to time, our customers will be satisfied by doing those quality control systems.
Procedures as below:
1. Mold drawing design review before sending to the customer;
2. Mold drawing version updated in time to ensure the customer will have the latest version when sending a document with mold;
3. Design validation and verification;
4. Incoming inspection for all of the raw material;
5. First mold trial inspection;
6. Checking electrodes by CMM measurement machine before EDM;
7. Full dimensions measurement report after T1;
8. Dimension adjustment inspection before next mold trial;
9. Coordinate Measuring Machine (CMM);
10. Projector machine.
The process of mold trial
After we finish assembling a new mold, we need to launch it and do a mold tryout.
The mold designer and mold maker sometimes made mistakes, any small mistakes could lead to major damage to the injection mold, the purpose of mold tryout is to find out any potential defects and ensure the mold performs stable and efficiently during molding production. If the tryout process did not follow reasonable procedures and make the appropriate records, then we cannot guarantee smooth production, this could cause serious problems, it means a much higher cost or even delay for mass production.
1. Learn more about the information the mold, study the mold design details, and get the responsible mold maker involved in the tryout.
2. Check the mechanical before loading it to the injection machine, make sure there are no missing pieces or loose parts, all moving parts like sliders, ejectors must works properly, the cooling line should be thorough, and no leakage.
3. Choose the appropriate injection molding machine, the choice is made base on injection capacity, shot volume, the width of the guide bar, clamping force.
4. Loading the mold, check mechanical action at slow speed, make sure they work properly.
5. Increase the mold temperature according to the specification of raw materials used, some of the raw materials need to dry out before processing, check the mechanical action again, it could be different after the mold temperature gets higher due to thermal expansion.
6. Start the injection test, do the filling step by step to exam the runner balance. there is one basic regulation to follow, adjust only one parameter at one time, this could help us to find out which element is the key factor to influence the result.
7. After you got the final parameter, continue the molding cycle and last for 30 minutes at least, observe the changes until it gets stable, produce samples required by the customer and marked it.
8. Checking the dimension after the samples are cold down, record the injection parameter.
When you submit the T1 samples to the customer, make sure the measurement report and injection parameter come along with it.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Mold Of Shopping Basket With Handle Suppliers