USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Plastic resin: HDPE
Part dimension: 2.8*1.2*0.6mm
Thickness: 3.5mm
Shot weight: 5.5KG
Mould steel: P20
Mould cycle time: 209 seconds
Machine tonnage: 3600T
Operation mode: semi-automatic
Septic tank collects sewage and treats it by bacterial decomposition and is generally located underground. For a better septic system, a good septic tank is important which depends on the type of material used for its construction. There are four different types of septic tanks, such as concrete septic tank, steel septic tank, fiberglass septic tank, and plastic septic tank.
Taizhou Saiweiyue Mould & Plastic Co., Ltd, is specialized in making plastic septic tank injection mould. Here we will tell you the information about the plastic septic tanks.

Plastic septic tanks and their advantages & disadvantages
Plastic septic tanks are made of polyethylene plastic, hence, they are also called poly septic tanks. They are good alternatives to concrete and steel septic tanks since they are lighter in weight and rustproof. The lighter weight makes it easier to handle and install plastic septic tanks.
Plastic septic tanks have a specific gravity of around 0.97 which is lesser than water-specific gravity which makes the tank float when the water table is nearer to it. Hence, before installing a plastic septic tank one should examine the water table of that particular area or provide anchoring to the tank so that the floating or shifting of the tank can be eliminated. The advantages and disadvantages of plastic septic tanks are as follows.
1. Advantages
* Plastic septic tanks are economical compared to other types of septic tank materials
* They are easy to handle and install
* They have good chemical resistance
* Rustproof
* Good resistance against cracking
2. Disadvantages
* When the water table is near to the tank bottom, it may push the tank upwards and plastic septic tanks may float due to their weight
* They are prone to damage under critical conditions
* Heavyweights should not be placed or moved over the plastic septic tank otherwise it will deflect and change their shape which may finally lead to the explosion of the tank due to high pressure
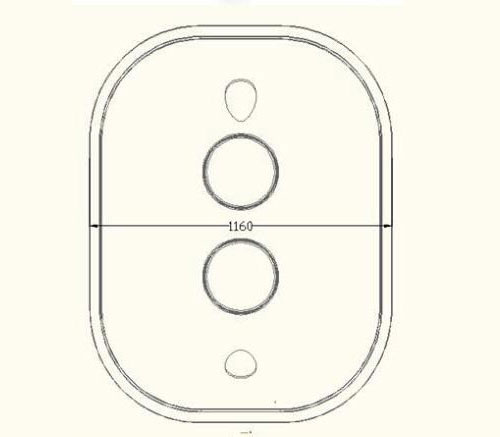
The structure of the plastic septic tank
The septic tank is divided into the following parts: the inlet pipe, the septic tank, the air outlet, and the cover plate.
The inner structure of the septic tank can be divided into the following parts: water inlet, inner place of a septic tank which be divided into three parts by the clapboard, outlet.
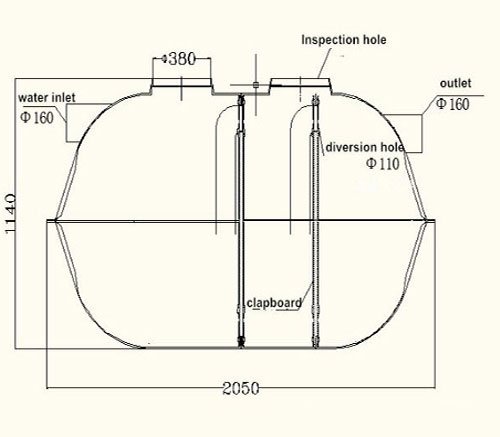
The components of septic tank including waste come, air outlet, viewport, waste out and air outlet, inside of it has been divided into three parts.

Two-platen machine to produce of plastic septic tank mould
In this project, the injection molding machine is set to a clamping force of 3600 Tons. The MPC7.0 controller technology in combination with a specially-designed injection screw, and optimized hydraulic systems, ensures the injection process is reliable and performs smoothly.
Each 55kg shot results in a large 2.8m x 1.2m x 0.6m septic tank with a precise wall thickness of 3.5mm.
Running in Semi-automatic mode the cycle time for each part is 209sec. The SM-TP Series caters to varying industry requirements: 14 clamping tonnages in all are available between 700 and 6500 tons and also 29 shot weights ranging between 1968 and 106,081 grams per cylinder. The permeations for combining clamping and injection options are thus numerous.
Why venting is so important for plastic injection mould?
The injection mould venting slot serves two purposes: 1. Expel air from the plastic injection mould cavity during the injection process of the molten plastic material; 2. Get rid of the various gases produced during injection molding processing. The setup of venting slots is of great importance, especially for thin-walled products or locations far away from the gate. In addition, close attention should also be paid to venting slots for the production of small-size or precision parts, because they are able to protect the products from surface burns, insufficient filling, as well as other defects.
So, what is sufficient air venting for plastic injection molding? Generally speaking, if no burn marks are left on the product at the highest molten plastic injection speed, then the venting effect of the mold cavity will be considered sufficient.
1. Venting methods
There are lots of ways to vent the mold cavity, but each of them has to guarantee that: while performing venting functions, the size of the vent slot needs to be able to prevent material from entering the slot, as well as clogging at the same time. However, if there are too many slots, it will do more harm than good, because if the clamping force against the mold cavity parting surface area without vent slots is too high, the cavity material will be prone to cracks, which is very dangerous. In addition to being designed on the parting surface of the mold cavity, the vent slot can also be machined in the end section of the runner system. The clearance around the ejector can also act as a way to let the trapped air out. If the height, width, and position of the vent are not appropriately defined, the flash will be caused, thus affecting product aesthetics and precision. As a result, the clearance design should be able to prevent flashes from occurring around the ejector pin. In particular, it is worth noting that molded parts like gears expect no flash at all. Therefore, the following venting methods should be employed:
* Completely eliminate the air in the runner;
* Apply peening treatment to the parting surface with the 200# silicon carbide abrasive, and open vent slots in the end section of the runner system, mainly referring to machining slots in the end section of the sub-channel, of which the width should be equal to that of the sub-channel while the height may vary from the material.
2. Design approach
Based on the years of injection mold design and mold trial experience, this article is aimed to generally explain the design principles of several mold venting types. For parts with complicated geometric shapes, the vent slot positions should be identified after several mold trials. If a mold design adopts an integrated structure, poor ventilation will be its biggest disadvantage. So, for molds with integrated cavity and core, the following venting methods can be adopted:
* Make use of the slot or insert location in the mold cavity;
* Make use of the lateral insert crevice;
* Machine the local-part into the spiral shape;
* When it is extremely difficult to expel the air out of the mold an insert should be adopted. If it is not easy to machine a vent slot in some locations of a mold, such as in the corners, the insert molding process may be appropriately applied on the condition that product appearance and precision are not affected. This method not only helps with venting, but is also able to lower the difficulty level for machining, and is convenient for maintenance, too.
3. Vent slot design dimensions
The width of the vent slot ranges from 1.5 to 6mm, while the depth design should be able to guarantee that the plastic material will not get into the slot to cause flash. Its value is dependent on the viscosity of the molten plastic, but usually, its applicable range is from 0.013 to 0.05mm.


Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Septic Tank Injection Mould Suppliers