USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Plastic resin: HDPE
Part size: 650*570*100mm
Mold steel: 718H
Mold base: C50
Mold cavity: single
Injection system: hot runner
Runner type: big gate
Lead time: 50 days
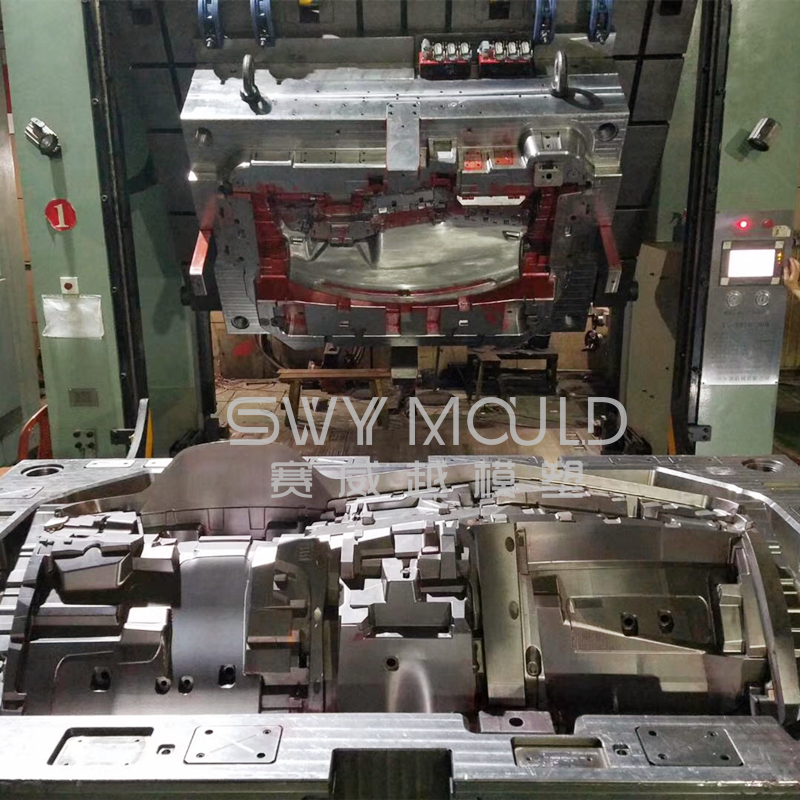
About plastic stackable milk crate injection mould
Regarding the general plastic crate moulds, under the best tooling condition, the key technical points to guarantee the final superior crate production are mould steel, injection system, cooling system, ejector system.
1. Mould steel
Choose the most suitable steel for mould main parts and base with the correct hardening treatment, ensuring the mould life could meet the production requirement. Otherwise, no matter how cheap it is, you could find it in the market. But no one could ensure the quality, maybe just some steels which could work for a while.
2. Injection system
For better plastic crate moulding, such as, crate moulders may use recycled plastic to produce some crates when it is allowed, under this production condition, the mould injection system should be designed well to avoid the damage of small iron pieces and the pebbles and prevent them from entering mould cavities.
3. Cooling system
Key design for shortest cycle time which mainly determines the final production efficiency. Such as independent cooling water channel, cooling channel diameter, the distance between the cooling channel and mould moulding surface, and so on.
4. Ejector system
It would help improve the production efficiency too, such as the mechanical ejector system: it could do ejection action while mould opening.
SWY MOULD is known for its affordable pricing without compromising the quality of the mould as well as the products. With every new project, we understand the expectations of our customers and fulfil them with utmost sincerity. Each one of our mould projects is discussed and worked upon in a disciplined manner with a complete analysis of Part design, Mould design, Material flow, Machine settings and finally the output of the product.
With an honest team and world-class facilities, we can achieve perfection in every project executed!
Facilities in SWY MOULD
We are a team of experts and have experience of over 20 years of in the Plastic Industry. Our alliances with premium quality toolmakers ensure you get mould solutions that are customized to your exact requirements, that match your quality expectations and that fit within your budget.
At our facilities, we have the team and equipment to develop at least 60-100 moulds at one time with the help of high-quality Lathe machines, Milling machines, Grinding machines, CNC milling machines, CNC engraving machines, EDM Machines, Drilling and Wire cutting machines.
Quality control in SWY MOULD
1. Product & Mould design inspection:
Designs made by SWY MOULD or offered by customers are always analysed in-depth by checking the moulding process feasibility, mould structure and movement feasibility of all the related plastic components etc. This helps to avoid mould modifications in the later stages and other unnecessary mould repair work which may be caused by a product design fault. We believe that if we spend more time during the product & mould designing stage we can fasten the mould making time.
2. Raw material purchasing inspection
There is a strict inspection process followed and we stick to the time schedule of spare parts purchasing in order to avoid any delay during the mould assembly process. Every aspect including the parts' standardization, size precision, hardness of mould material and material flaw detection are checked in advance to fasten the process.

Plastic stackable milk crate injection mould assembly points
1. Mould frame processing is not complete, mainly not chamfered or deburred, not measured size. Direct influence later moulds assembly precision.
2. The insert is ground hard and too tight, resulting in the insert fracture or strain.
3. The inlay is too loose, resulting in burrs and flares.
4. Inlay chamfering is not complete, resulting in poor contact with mould inserts.
5. Poor grinding and matching of the flat top rod, too tight: breaking or pulling; too loose: burrs, flaps.
6. The insert height is not adjusted in place, resulting in poor contact with the insert parting surface.
Countermeasures:
1. Mold frame treatment, to use the stone barium flat, at the same time to check whether there is a missing place.
2. On the premise of ensuring the size of the machining, the fitter should carefully confirm the state of each grinding surface when grinding and matching, and the fine part of grinding and matching should be carried out under a microscope.
3. On the premise of ensuring the size of the machining, the fitter should carefully confirm the state of each grinding surface when grinding and matching, and carefully confirm the reason for the abnormal place of grinding and matching. The fine part of grinding and matching should be carried out under a microscope.
4. The chamfering of the insert should be based on the size of the R Angle at the inner Angle of the opposite side, the rear side should be large, and the front end sealing material should be confirmed with camphor, if necessary, under a microscope.
5. The grinding and matching of the flat top rod should be carried out under a microscope, and the position and size of the R Angle should be matched with the insert hole.
6. Before grinding and matching the inserts, the relative height should be confirmed. After grinding and matching with camphor, the sticky colour should be reconfirmed and adjusted to the appropriate size.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Stackable Milk Crate Injection Mold Suppliers