USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

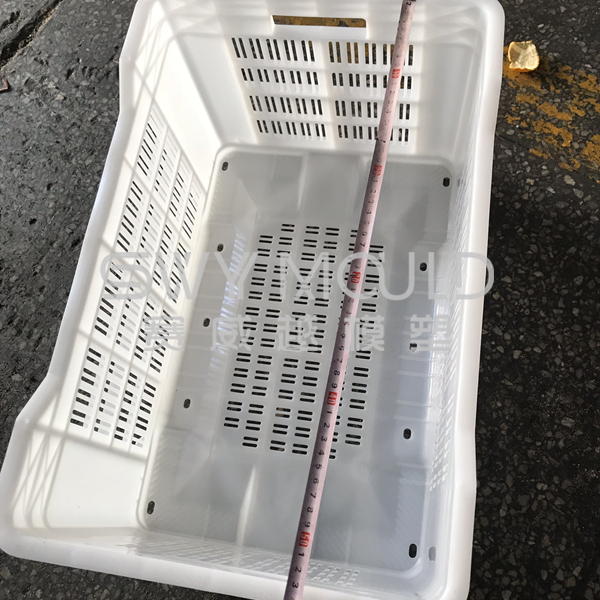
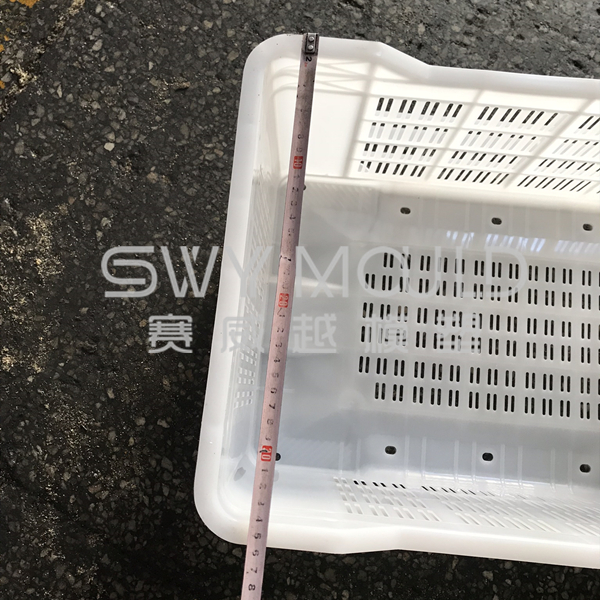
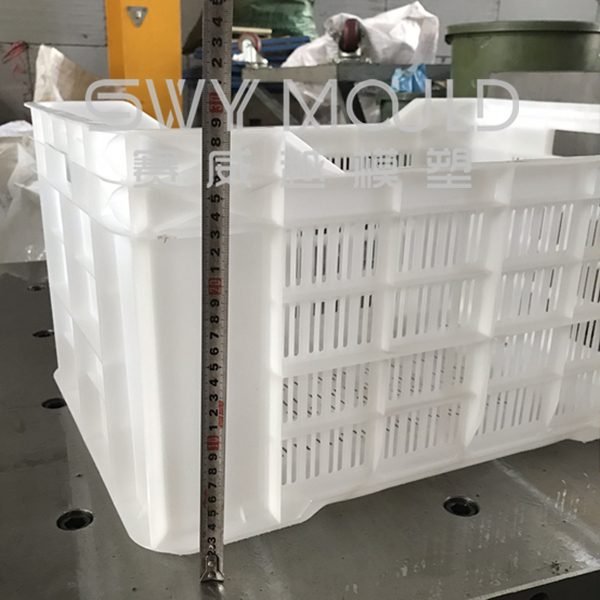
Crate size: 495*350*280mm
Crate weight: 1625G
Crate material: PE
Mold steel: Pre-hardened 718H
Mold base: C50
Injection gate: hot runner
Hot runner: Local brand hot runner
Mold components: DME standard
Ejector style: Stripper plate
Molding type: three-plate mold
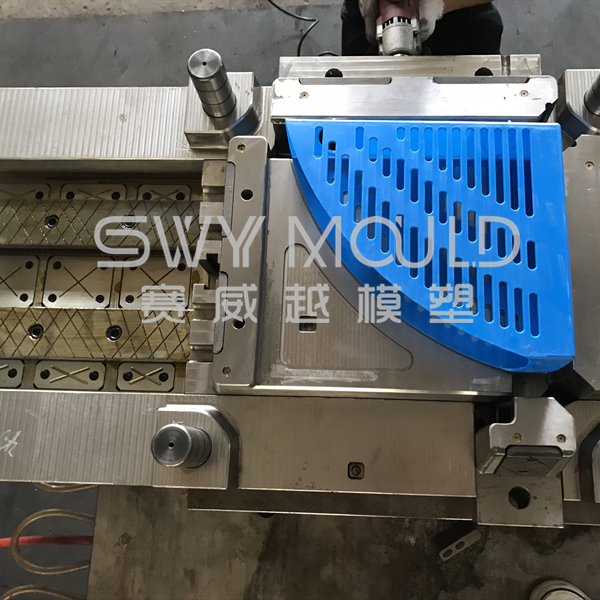
Testing of our plastic turnover box mold
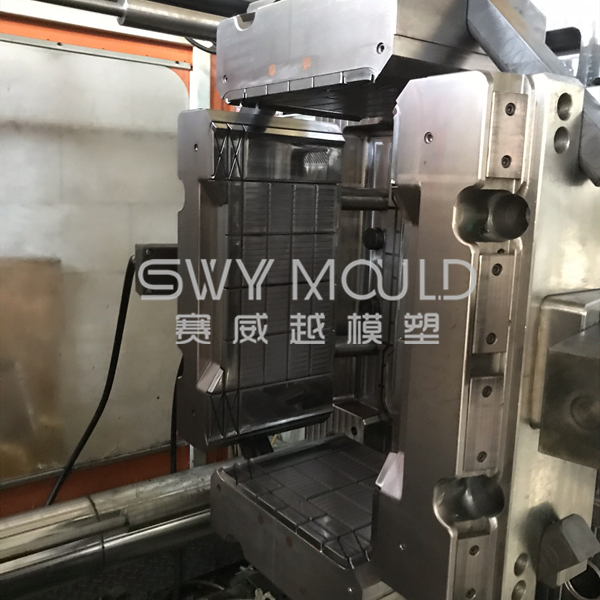
Maintenance of plastic turnover box mold
The turnover box is usually injection molded, and the production process is relatively simple, but we also need to pay attention to some details in the production process, so as to improve the quality of the turnover box.
1. The choice of raw materials.
The injection molding of polypropylene turnover box mainly adopts copolymerized polypropylene resin. In order to reduce the production cost, about 10% of the random polypropylene filling masterbatch can be added to the main raw material. If the color is needed, a certain proportion of colorant must be added to the resin.
2. Before the melt of the plastic turnover box freezes at the gate, the holding time has a great influence on the dimensional accuracy of the product.
The holding time depends on the material temperature, the mold temperature, and the size of the main runner and gate. If the size and process conditions of the main runner and gate are normal, usually based on the pressure value, the shrinkage fluctuation range is small. For example the segmented temperature of the plasticizing material barrel: front 190~220℃, middle part 220~240℃, rear part 180~200%; nozzle temperature 170-2000c; injection pressure: 70~100MPa.
3. The plastic turnover box cooperates with industrial automation to improve the overall level, develop multi-functional, high-efficiency, and low-consumption products, and realize the road to industrial development. Therefore, it is necessary to innovate in technology, and under the premise of ensuring quality, shorten the molding cycle of each relevant time as much as possible to ensure that the product can maintain a good molding state.
4. The cooling time will also affect the release of the plastic turnover box.
The cooling time should ensure that the product molding principle will not cause changes, generally about 30 to 120 seconds. If the cooling time is too long, it will not only reduce production efficiency, but also make it difficult to demold complex parts, and even produce demould stress during demolding.
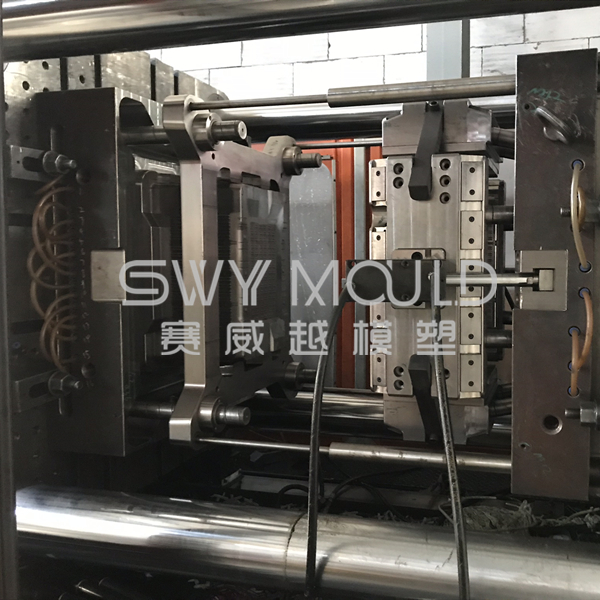
The injection molding machine needed for the plastic turnover box mold
The turnover box has a larger shape and more molding materials. The crate molding injection molding machine should be an injection machine with an injection capacity greater than 1000cm3. The injection molding cycle is 60-180s, in which the injection time is 5 ~ 10s, the pressure holding time is 5 ~ 15s, and the cooling time is 20 ~ 60s. Because the structure of the turnover box is large and complex, the forming mold should be designed as a multi-directional open mold structure.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Turnover Box Mold Manufacturers