USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
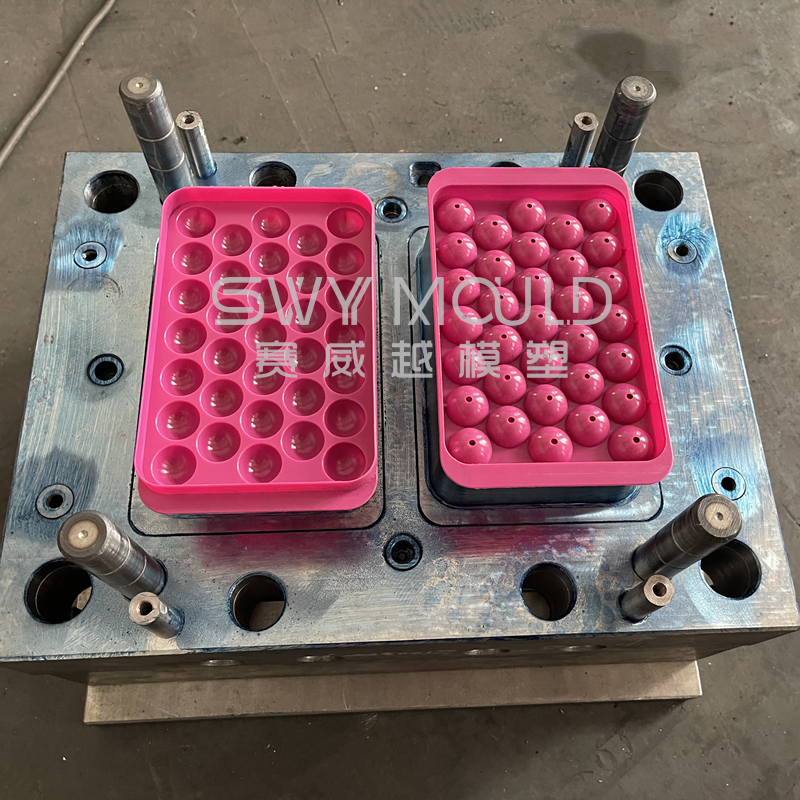

Plastic resin: PP
Part size: 200*120*30mm
Material grade: food-grade, non-toxic
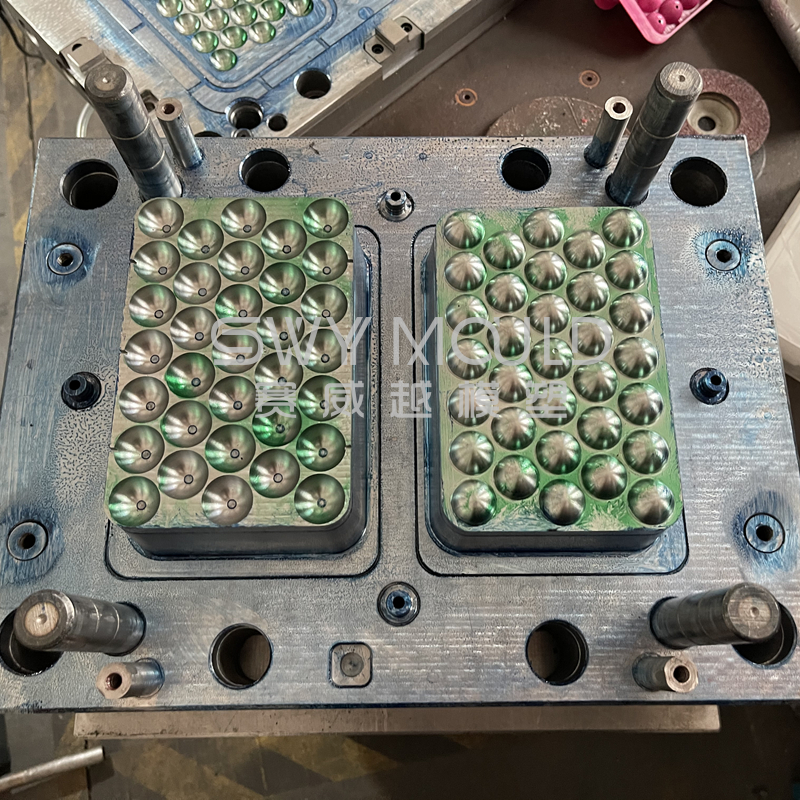
Mould steel: 718H, the original hardness is HRC30 degree
Mould base: C50
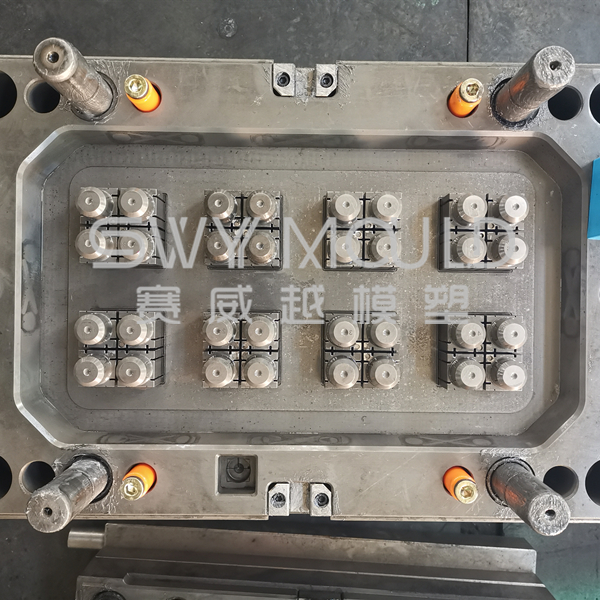
Mould cavity: 1+1
Surface treatment: high gloss polish, nitrogen for core and cavity to HRC48-52 degree surface 0.3mm thickness
Lead time: 45 days after confirmed mold design
Making technology of round ice cube tray food grade PP injection mould
1. Mould structure design
Professional designers provide you with reasonably designed mould to shorten cycle hours.
Reducing unnecessary procedures improves efficiency.
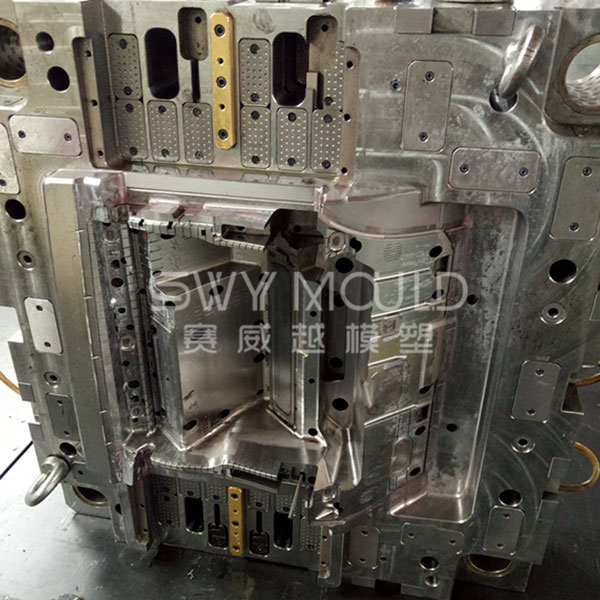
2. Mould cooling system
According to the structural characteristics of the product and the appearance of the product, We design a reasonable form of the gate for mould, such as a large gate, hidden gate, fan gate, needle gate, pinpoint gate, etc., a reasonable channel of runner design make mould temperature balance in the shortest time to improve mould precision and productivity.
3. Accessory for mould
Slide, guide pin, guide sleeve, lifter blocks, and so on are taken by wear-resistant standard parts, to ensure the mould life.
4. Deal with mould
Quenching the mould, heat treatment to improve the hardness, then nitriding temperature is lower, the mould will no longer need to quench mould with high surface hardness and wear resistance more than HV850.
Several suggestions on the installation of injection mould
1. Preparation before installation
Confirm the cooling water circuit, the depth of screwing the screw into the machine board is 1.5-1.8 times the screw diameter. If the screw is insufficient, the teeth will slip easily and the mould may fall. Confirm whether the operators, materials, tools, documents, auxiliary equipment, etc. required for production are complete.
2. Method of hanging mould
When the hanging mould is not level, the mould cavity before and after the installed mould will have different steps. For the production of precision products, there will be poor concentricity, poor step, poor tooth profile accuracy, and poor distance.
When installing the mould, we must pay attention to this problem. When the hanging mould enters and closes until the hand can push a small position, stop the mold clamping. Loosen and tighten the lifting ring, using the previous mould as a reference (because the front mould is fixed by a positioning ring), watch the back mold part, when the level of the front mould is better, the mould cavity position is consistent, continue to close the mould to completion, but do not start the high pressure it is good. (The upper mould must be closed for the first time without applying high pressure. After confirming that the mould can be properly closed, the high pressure can be applied)
3. The method of screwing
For moulds with a low temperature, that is, a mould temperature below 50 degrees, can be closed until the high-pressure starts, and the front and rear molds must be tightened diagonally. 8 screws are sufficient. When the mold temperature is above 50 degrees, do not tighten the screws before the mold temperature reaches. After the mold temperature reaches the high-pressure start, tighten the screws diagonally.
The mould material will swell and increase in volume with the increase in temperature. It is more obvious when the mould temperature is high. If the screws are tightened before the temperature rises, it will have a certain impact on the mould life and mold accuracy.
4. Use of attached materials
When the thickness of the mould is not enough, it is necessary to install a template. When the mould temperature is high, it is recommended to install a heat shield between the machine plate and the mould. Regardless of whether it is a template or an insulation board, its flatness must be as small as possible.
Guides of injection mould maintenance after producing
The reason for making a plastic injection mould is for plastic molded parts. Some customers only buy moulds and import them to local injection molding companies for production. Some other customers would like to keep the mould staying in Chinese suppliers and only import the plastic components for assembly.
When customers require us to keep the moulds in our factory for production, we do mould repair and maintenance for free and pay more attention to the below points.
1. Anti-rust
Prevent the injection mold from rusting due to leakage, condensation, rain, fingerprints, etc. We use blue painting for protection of mould outer surface and put grease oil on mould surface when production finished and keep them on mould rack orderly.
2. Anti-collision
Our well-trained workers can prevent the mold from being damaged due to the breakage and the failure to spring back in place when doing plastic injection molding. And they assure to transport moulds very carefully from moulds rack to injection machining for production.
3. Burr or damage
Prevent mold burr or damage caused by unprofessional operation with hard tools.
4. Mould components missing/damage
Before and after injection molding production, our workers need to check the mould carefully and prevent the mold from damaging due to missing or damaged components such as ejector pins breakage, missing tie rods, and washers during use.
5. Anti-pressure injury
SWY workers operate well and check carefully, which can prevent the injection mold from being locked due to product residues, which will cause mold pressure injury.
6. Lack of enough pressure
Too low pressure will damage the injection mold, we need to make sure enough pressure when doing production.
7. Mould regular inspection
For moulds that don’t have production for more than 2 months, we do regular inspections and make sure they can be used anytime when customers place production orders.
Good regular maintenance of plastic injection moulds is also a very important element to make sure smooth molding production, it not only save possible future repair cost but also assures the lead time of production. SWY MOULD has many moulds staying in our factory for production and has enough experience to do maintenance, in this case, we can make sure the timely smooth production for all our customers.

Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Round Ice Cube Tray Food Grade PP Injection Mould Suppliers