USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Plastic material: HDPE
Cavity steel: DIN 1.2738+ Beryllium Copper
Core steel: DIN 1.2311+Beryllium Copper
Hot runner: 1 drop with “HOTSET” heating coils
Ejection system: Air Poppet Valve
Cycle time:19 Secs (High-speed injection machine)
mold life span:1 million
Delivery time:60 days
Bucket mould is one of our most important plastic injection moulds, our bucket mould includes thin wall bucket mould, food bucket mould, pail mould, cylinder bucket mould, square shape bucket mould, cuboid bucket mould, industrial use bucket, and pail mould, water bucket mould, industrial paint bucket mould, fishing bucket mould, packing bucket mould, dustbin bucket mould, cement pail mould, plastic barrel mould, and other bucket moulds.
How a plastic paint bucket mould is made?
1. Mould Design and Structure
A high-quality mould structure is a premise for a qualified mould before manufacturing. SWY attaches great importance to analyze mould structure, including demolding draft angle, the epitome of the product surface, gating system design, exhaust design, cooling system design, etc. The main problems that may easily occur will through trial and error during the mould structure design.
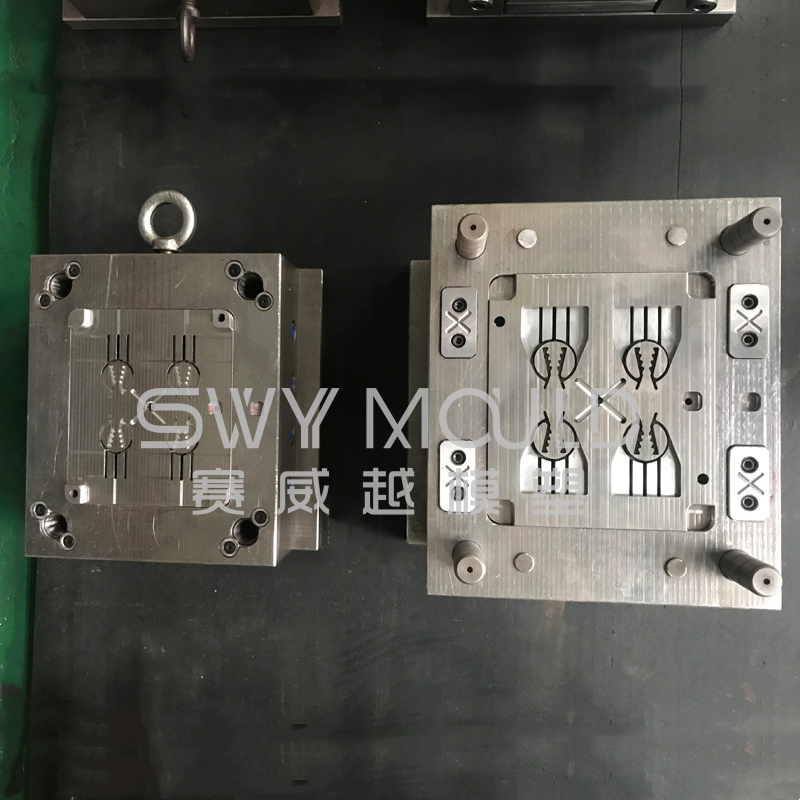
2. Mould steel
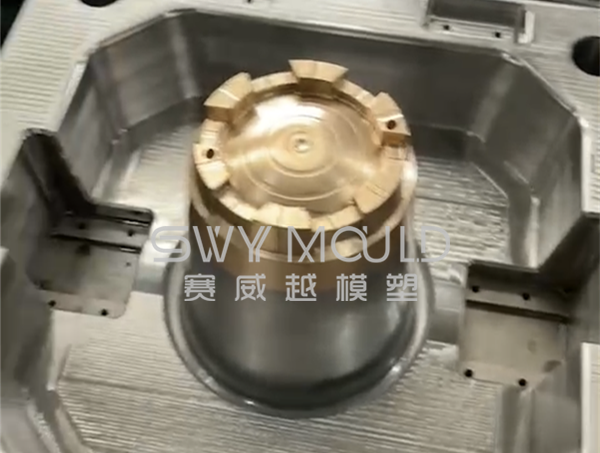
In order to improve the mould life and product quality, SWY increases the mould steel hardness through heat treatment. The steels we commonly use are H13(48-52HRC), 2316(45-50HRC), etc. to prevent mould eccentric, we use a whole piece of steel to make the bucket. The cooling system is very important. We adopt a single loop cooling way and set up even distribution water channels as much as possible. To enhance the cooling effect, BeCu can be inserted on the core and cavity, see pictures below of SWY moulds:
3. Mould cooling system
Cooling system design is a relatively cumbersome work, namely to consider the uniformity of the cooling and the cooling effect, also the impact brings to the overall mould structure, determining the exact location and size of the cooling system; and cooling for key positions such as moving plate or the inserts, side sliders as well as side cores; standard cooling element design and the selection of the cooling standard components. SWY MOULD analyzes all series of factors when begin to start the mould design. The mould has recycled water to flow in every part of it which reduces the cooling time, improves the production efficiency, and greatly reduces production costs.
How to make sure paint bucket mould concentricity?
1. The wall thickness is even or not: the reason causing wall thickness uneven is working on the parting line by hand. Besides, other reasons, like non-proper plastic bucket mould design or bad polish work on the core and cavity. So in the beginning, when we design paint bucket mould, we should consider these factors. Sometimes we may make a little thick on some areas to enhance bucket strength, but we need to think that uneven wall thickness will cause uneven injection and unequal cooling. Thus it will slow down injection moulding speed, cause sink mark.
2. Cooling system is also the main course for plastic bucket mould. We need to design as many cooling lines as possible and a proper layout. To get good cooling performance, Becu insert is a good way to improve bucket mould cooling. BeCu can be inserted into the core and cavity. All small sliders will be nitride to increase the hardness.
Aspects need to pay attention to bucket mould
1. Design to prevent paint bucket mould eccentricity and ensure assembly and yield
2. Uniform wall thickness of the bucket for injection moulding
3. The cooling water circuit ensures that the cavity and core of the mould are balanced so as to prevent somewhere is overheating.
4. Design wear plate under the slider of painting pail mould to increase the life of the mould and stabilize the work.
5. Where difficult to cool, then use the copper to provide cooling efficiency
6. Sealability. Sealing water, and double sealing effect
7. Hot runner injection moulding to improve efficiency and save raw materials
8. Machining accuracy
9. Cavity and core air valve assist ejection to prevent the stick.
10. Ejection with stripper plates
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Paint Bucket Mould Suppliers