USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


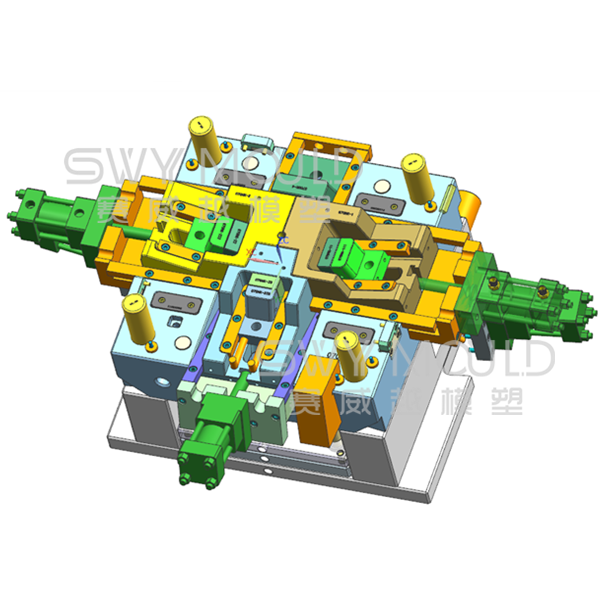
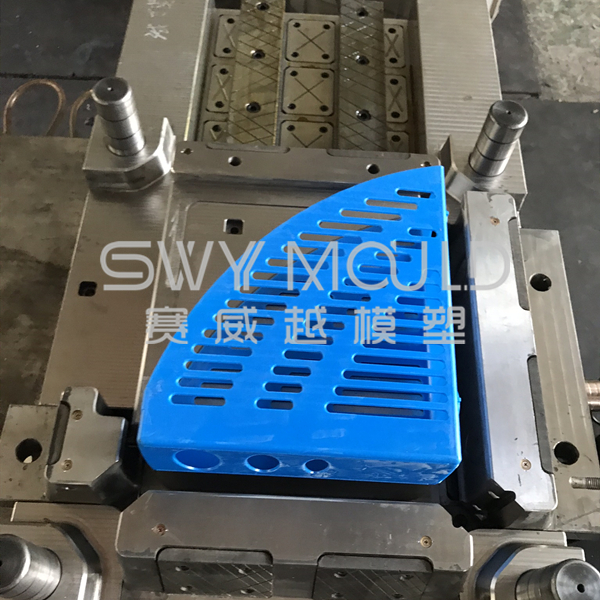
Part usage: for locking the Shag Stop - Lacrosse and Hockey Goal Mounted Portable Backstop System (such as second picture shows)
Part material: glassfiber+30% nylon, anti-UV
Part feature: complex structure, threaded inside
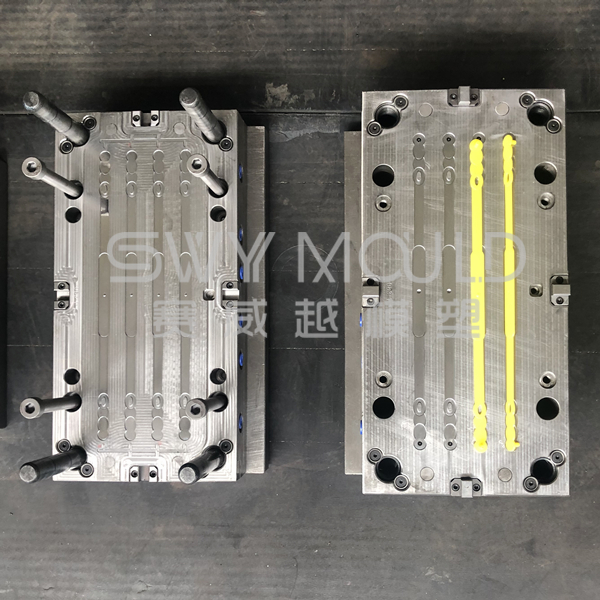
Mold material: H13
Mold cavity: 1
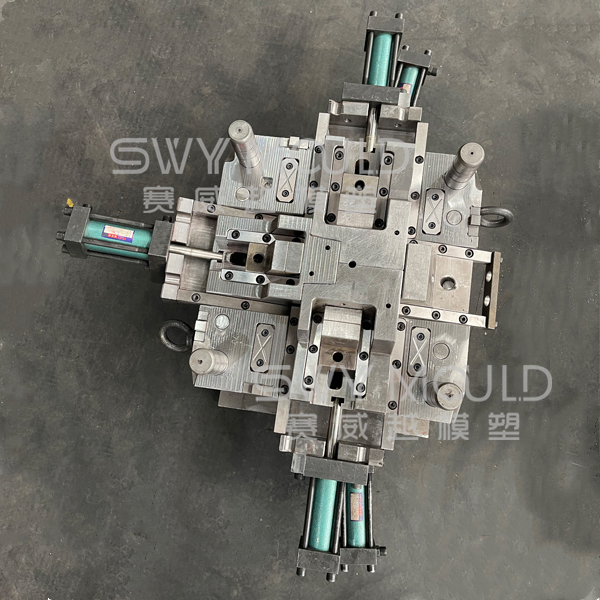
Molding type: full automatically
Lead time: 50 days after design finished
This mold is made for our American customer, who sells the better more efficient methods and products to goal sports, called Lax Dog. For this bracket lock product, our customer sent us a 3D design for quotation, but it's only a design, there is no real object. So discussing with our customer, we made a 3D prototype for him to check the feasibility. Only after all confirmed ok, we began making mold.
May you check the usage of this bracket lock for SWY customer's product:
Mold locking block system design
When we design a mold, if the angular slider is too long, we need to use a locking block to make the angular slider pin is shorter and stronger. If we don’t make a locking block, the angular slider pin can be broken during working time.

Advantage of block:
Easy installation and maintenance, although the angular pin mold was broken when using for production, the mold does not need to send down from the injection machine to replace it.
How to select the angle of the locking block and angular slider pin?
For this picture, we will call:
Angle of the angular pin is: a
Angle of the block is: b

* If a>b:
If the angle of an angular pin is larger than the angle of a block. mold is damaging.
* If a=b:
If the angle of an angular pin and the angle of the block are equal, the slide code can not move.
* If a<b:
If the angle of an angular pin is smaller than the angle of a block, the block and pin touch easily, the movement is smooth.
From the above three types, the angle of the angular pin is smaller than the angle of the block. When we design the mold, the angle of the angular pin usually is smaller than 25 degrees, about 12~25 degrees.
The picture below will show 2 types of blocks and angular pins.
For concept A, we use one bolt to fix the block to the cavity.
For concept B, we will use two bolts for the big blocks.

Also for this mold, there needs to put an insert into the product when working in the injection molding machine.
Insert molding technology
Insert molding is a method of injection molding in which an insert (a metallic part or other inserted item) is installed inside the cavity while the mold is still open, and the mold is then closed and the injection molding is carried out. This method is used for the injection molding of housings in which brass screws or shafts are insert molded, or for electronic components in which metal terminals or contacts are insert molded.
Ways of realizing the insert molding
The simplest method of placing the inserts inside the cavity is to affix to the cavity by hand or by robots the inserts which are machined separately as individual parts (Fig. 1).
![[Fig. 1] Example of insert molded items](http://www.misumi-techcentral.com/tt/en/mold/images/129_01.gif)
In order to manufacture a large number of parts efficiently, there has also been proposed a method of progressive molding in which the molding is done successively after automatically feeding into the cavity a metal hoop in which the required shapes have been formed previously by a progressive press forming die (Fig. 2).
![[Fig. 2] Hoop feeding type insert molding method](http://www.misumi-techcentral.com/tt/en/mold/images/129_02.gif)
Since the insert molding method is a method for manufacturing a molded item by a combination of a metal formed part and plastic, it is necessary to accumulate know-how by making trial and error in order to combine material with different properties such as thermal expansion coefficient, heat transfer coefficient, strength, etc.
Good injection mold design will be difficult if the accuracies and capacities of press forming are also not understood.
Insert molding is a method of molding that offers a high-value addition in addition to making it possible to manufacture at a low-cost various precision electronic components or excellent quality molded items for automobile parts. On the contrary, without a high level of technical ability, it is not possible to manufacture large quantities in a stable manner.
The precision insert molding technology and mold preparation technology of Japan can be said to be of the top level in the world.
In order to realize insert molding practically, the excellence in the press forming die design and fabrication technology, for example, the technology of positioning or the technology of mold part machining, etc., need to be incorporated into the plastic mold design technology in a flexible manner.
![[Fig. 3] Example of insert molded item](http://www.misumi-techcentral.com/tt/en/mold/images/129_03.gif)
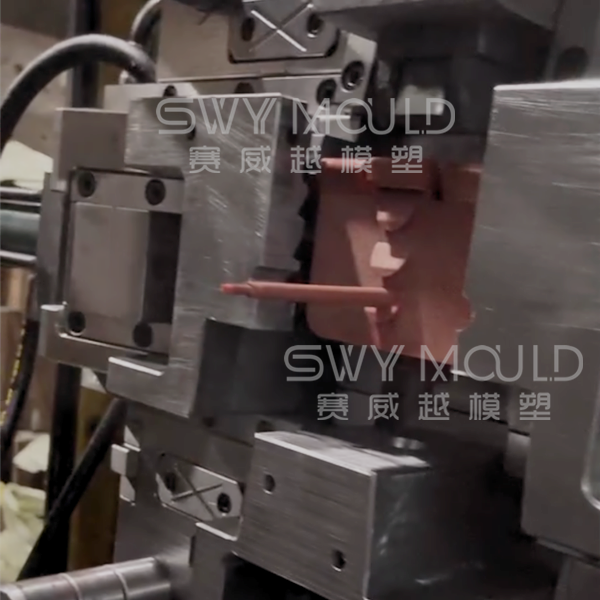
Viewing mold mechanical movement and testing video from SWY MOULD
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Bracket Lock Mold For Hockey Portable Backstop Suppliers