USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
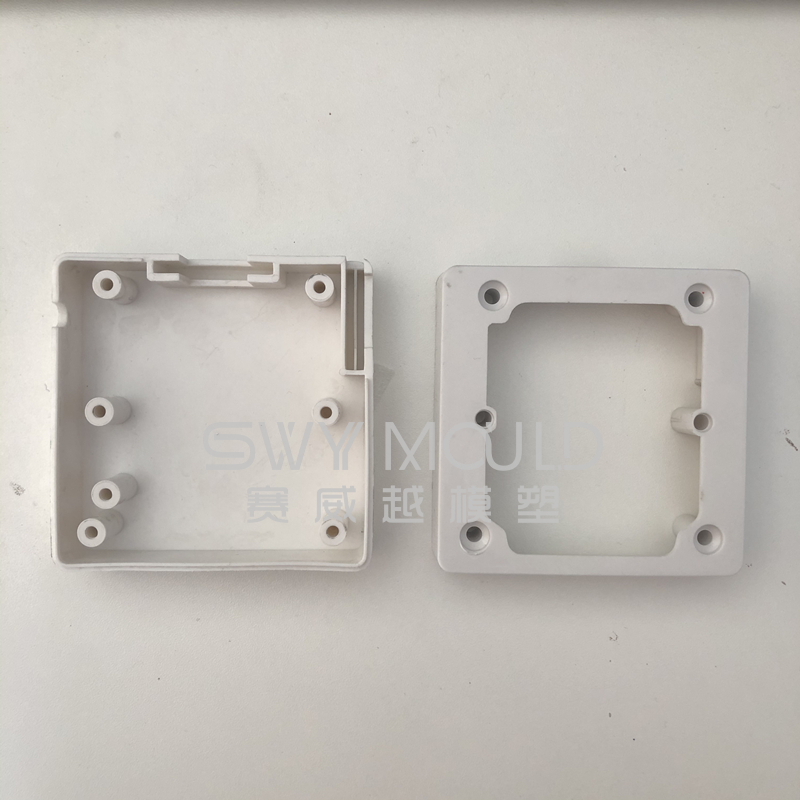
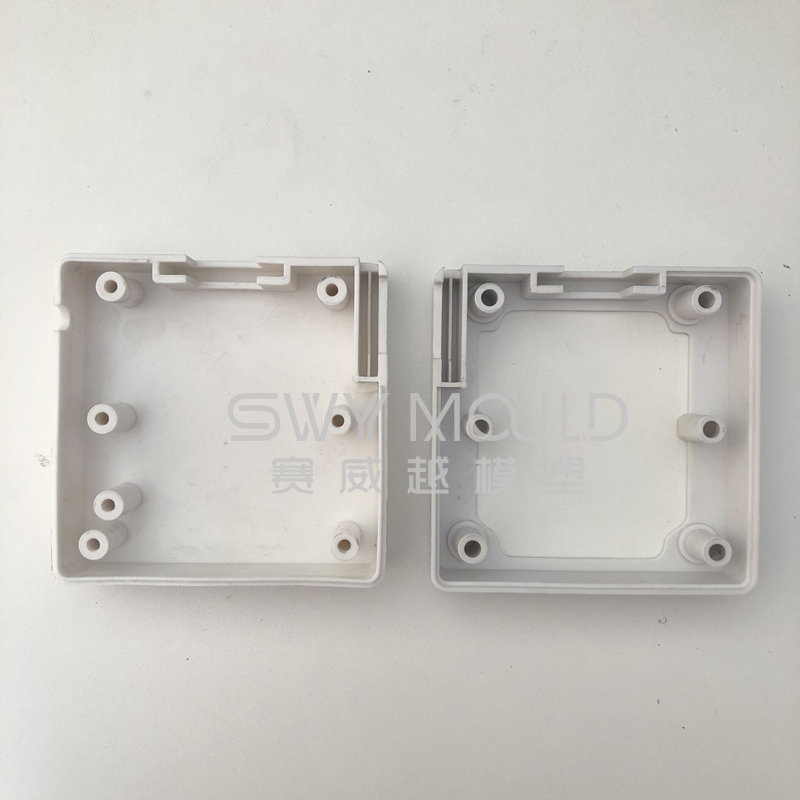


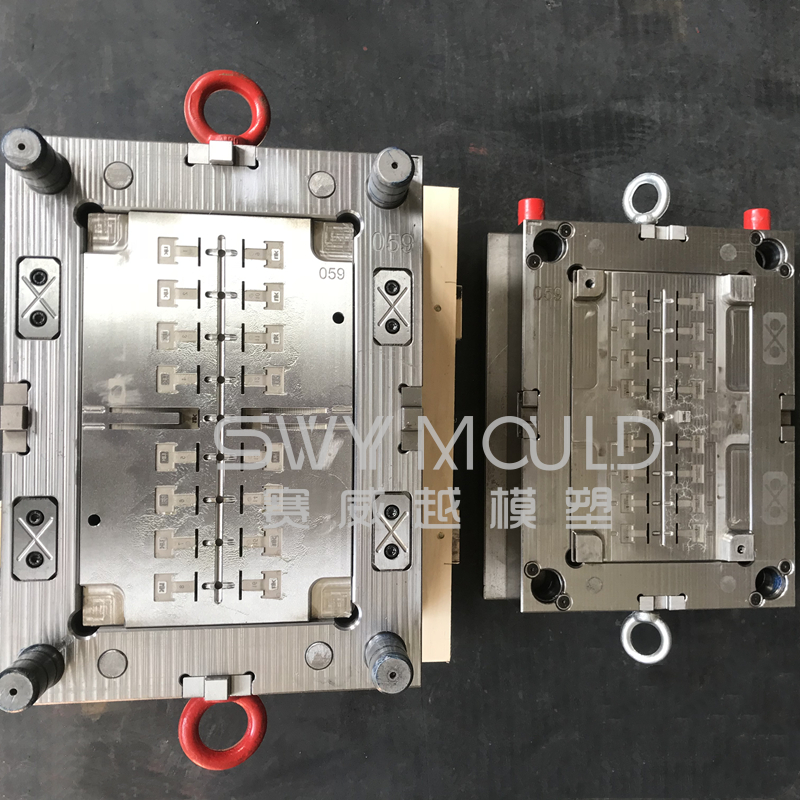
Used for electric socket plastic panel, the socket will be used in the factory track busway
Mass production and maintenance by SWY MOULD
Plastic resin: PVC
Mold steel: 718H
Mold base: P20
Mold cavity: 2+2
Lead time: 45 days
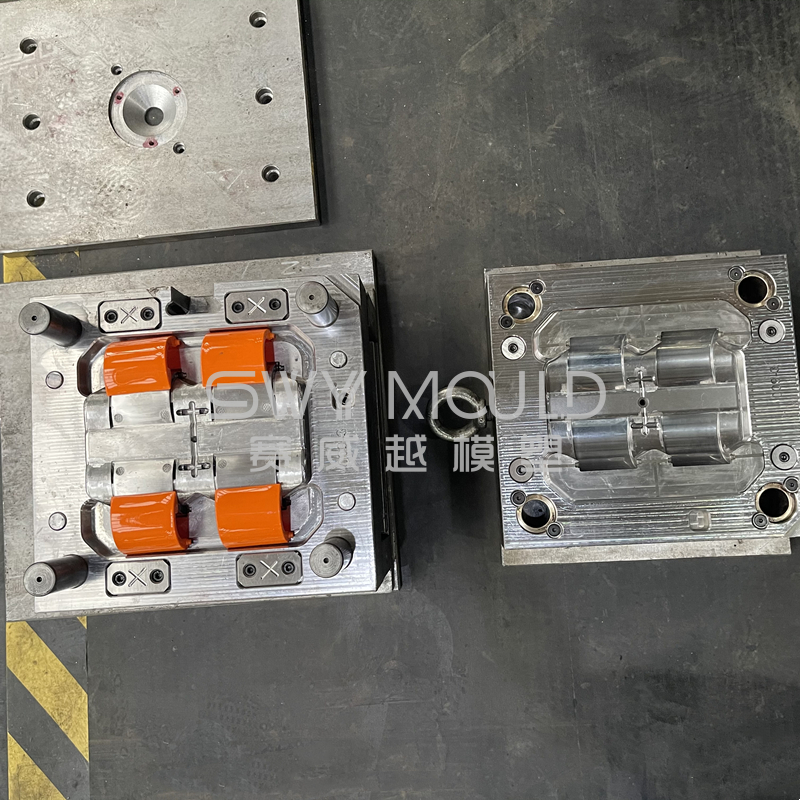
What's the track busway?
Track busway is now the industry-leading electrical power distribution system for the data center/mission-critical, retail, industrial, and higher education markets – or for any facility where flexible power is needed. The electric wire will be stored in the track busway, when you need to use the socket, you only need to move the socket, and won't put much electric wire above the ground. There are steel track busways and plastic track busways, the steel one is more expensive. SWY MOULD can make plastic track busways for you, we will make plastic injection molds, and if you need, we make mass production for you also, as this customer.

Mass production service in SWY MOULD
SWY MOULD is a full-service Plastic Injection Molding manufacturer in custom manufacturing. With our experienced toolmakers and setters, we can achieve optimum product output in a minimum of time. Your product is molded to your specifications and put through our quality inspection department to guarantee accuracy and quality at all times. There are different tonnage injection machines for your products, also SWY provides on-site injection plastic mold repair & maintenance.
Our customers let us customize the mold and then mass production. Every month we will send them a certain quantity of products. We can provide different packaging methods for different needs of control run or mass production according to customer needs.
If you want to sell your own plastic products, but now you have no more money to buy plastic injection molding machines. That's doesn't matter, SWY MOULD would like to help you, we will make plastic molds and mass-producing for you. You only need to sell more products, we will provide you with enough goods.

PVC plastic injection molding process points
PVC, i.e. polyvinyl chloride, is a multi-component plastic material that is often applied in the form of pellets. In addition to the previously mentioned PVC resin powder, some other components are needed, e.g. adding a plasticizer to improve its fluidity, adding a stabilizer to improve its thermal stability, adding lubricant to improve its mold releasing performance, as well as fillers, colorants, and coupling agents. By virtue of the different proportions of different components, PVC pellets of different mechanical properties and different hardness are thus created, which usually adopts the IP rating. PVC comes in two basic forms: rigid and flexible.
Here SWY would like to tell you injection molding process points of PVC plastic.
1. Drying
Due to the existence of chlorine ions, the PVC material absorbs moisture slightly, so it has to be dried under 75 – 90℃ temperature conditions for about 1.5 – 2.5h before production starts.
2. Melting Temperature
Melting temperature is one of the most important process parameters for PVC processing. If not appropriately set, material decomposition may be caused. PVC is an amorphous polymer that does not possess a clear melting point. Usually, it melts when heated to 120 – 145℃, but it is able to emit hydrogen chloride (HCl) fumes under 150℃ and emit a large amount of HCl when heated to 180℃. Since it emits poisonous gas during the injection molding process, a lot of thermal stabilizers are needed before the process starts. The adjustable scope of injection temperature is quite narrow. During plastic injection molding, the commonly used temperature is between 140 and 160℃; sometimes the temperature may reach up to 190℃, but injection time should be kept within 20min, or the material will decompose badly. Since material injection temperature is close to decomposition temperature, during injection the temperature should be kept as low as possible and the injection cycle as short as possible, so as to minimize the time for the material to stay in the barrel.
Material Temperature Parameters – phase I: 160 – 170℃, phase II: 160 – 165℃, phase III: 140 – 150℃. Due to its poor thermal stability, PVC emits hydrogen chloride (HCl) if heated in the barrel for too long, which will cause the plastic to turn yellow or black spots on the product surface. Also, HCl can erode the cavity, so the dead corners of the mold cavity and machine head need to be cleaned frequently.
3. Mold Temperature
Keep the mold temperature as low as possible (usually, mold temperature is kept between 30 – 45℃), shorten injection cycle, and reduce post-ejection product deformation for small-size parts, use calibrator and shrinkage controller to correct and control deformation when necessary.
4. Runner & Gate
PVC features a poor fluidity, so the mold gate and the runner should be as large, short, and thick as possible, with a product wall thickness of over 1.5mm, so as to minimize pressure loss and fill the cavity ASAP. All in all, it is more appropriate to apply high pressure and a low temperature (injection pressure over 200MPa, backpressure between 0.5 and 1.5MPa, holding pressure is 20% – 30% of injection pressure).
The PVC melt features high viscosity, with a small flow length to thickness ratio, so insufficient filling might occur for thin-walled products. Therefore, gate and runner sizes should be minimized. The shrinkage rate is 4‰, and the overflow limit value is 0.05mm. If small-sized parts are to be produced, it is better to choose the pin-point gate or sub gate; for thicker parts, a fan gate is a better option. The minimum diameter of the pin-point gate or sub gate is 1mm, and the thickness of the fan gate should not be smaller than 1mm.
5. Other Factors
Injection pressure may reach 150MPa; holding pressure may reach 100MPa. Injection speed: an appropriate injection speed must be employed to avoid material decomposition.
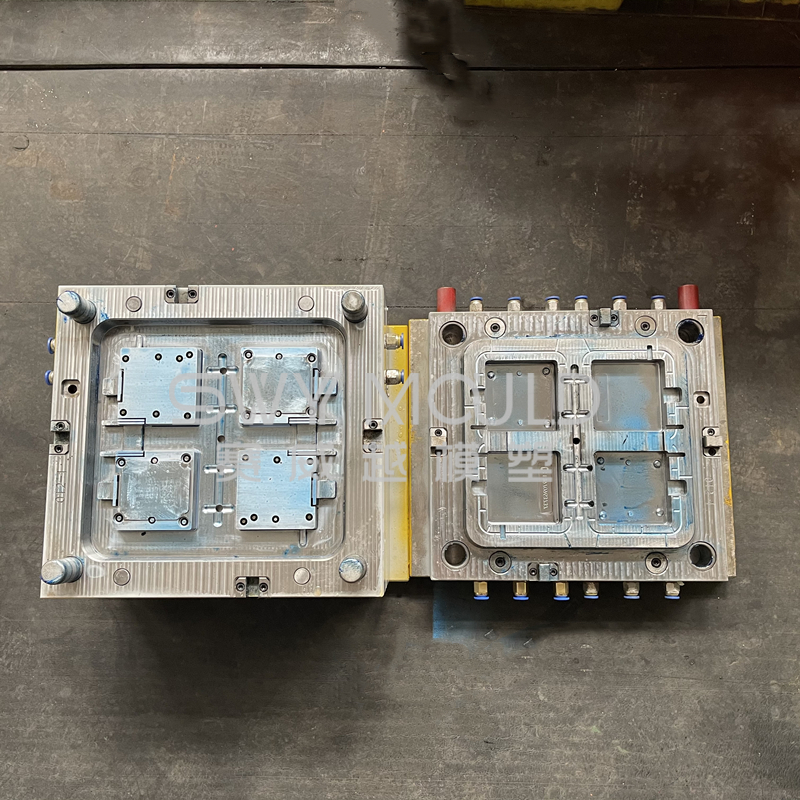
The mold base of plastic truck busway socket panel mold
The mold base is a comprehensive name used for the parts containing the cavity for plastic injection mold, and also has the role of directly installing the mold to the plastic injection molding machine.
The mold base is a set of parts that constitute the outer periphery part of a plastic injection mold and is constituted mainly from the following parts:
1. Fixed half retainer plate
2. Fixed half mold base
3. Moving half mold plate
4. Spacer blocks
5. Ejector plate (top)
6. Ejector plate (bottom)
7. moving half retainer plate
8. Runner stripper plate (in the case of a 3-plate structure)
Although previously the constituent parts of a mold base were all designed and manufactured as required, standard mold bases have recently come into wider use and are being used all over the world. In the case of large-sized molds or small-sized molds, even at present, they are being designed individually for each mold.
Although the standards for mold bases have been prepared in Japan in metric units, they are still being prepared in inch units in the U.S.A. In Europe, as in Japan, it is common to prepare them in metric units.
The following two types of structures are the most commonly used ones for the structure of a mold base:
1. 2-plate structure
2. 3-plate structure
The selection between these two structures is determined by the method of the gate used. When adopting a pinpoint gate structure, always the structure (2) is used. In the case of a side gate or a tunnel gate, structure (1) is used normally.
The material for the constituent parts of the mold base is generally the carbon steel for machine construction (S55C, 220C, etc.,) and is used most often in non-hardened condition. In special applications, pre-hardened steel, or stainless steel, or an aluminum alloy is used sometimes. A mold based used in combination with accessory parts like guide pins, guide bushes, return pins, etc.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Mold Of Track Busway Socket Panel Suppliers