USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
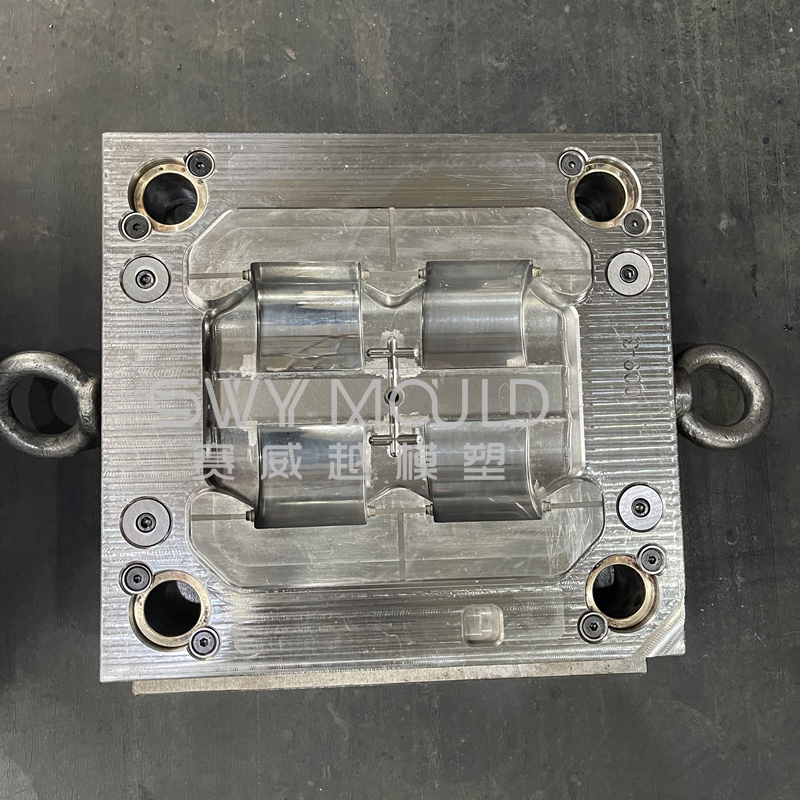



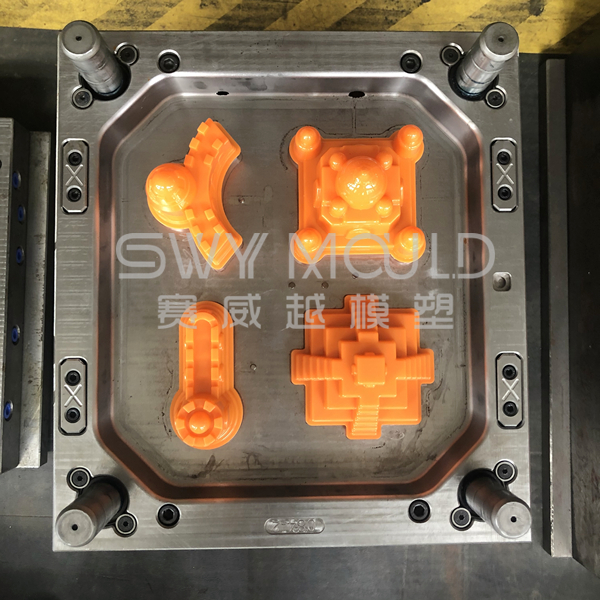
Plastic material: PP
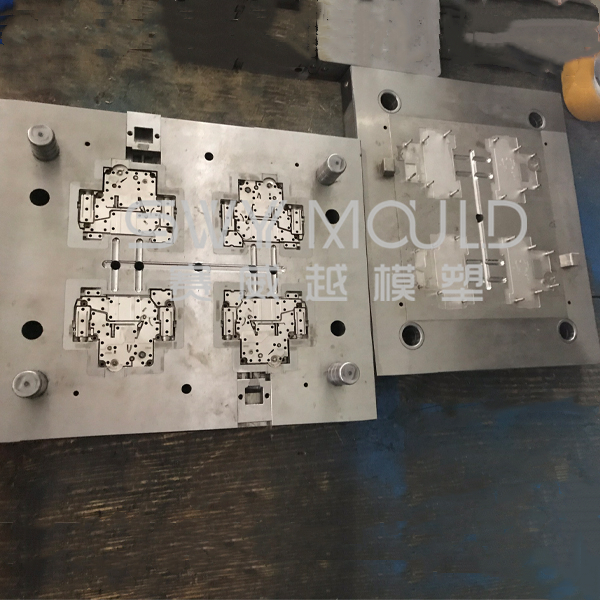
Mold material: P20H
Mold cavity: 4
Runner system: cold runner
Mold size: 320*350*295mm
Mold weight: 185KG
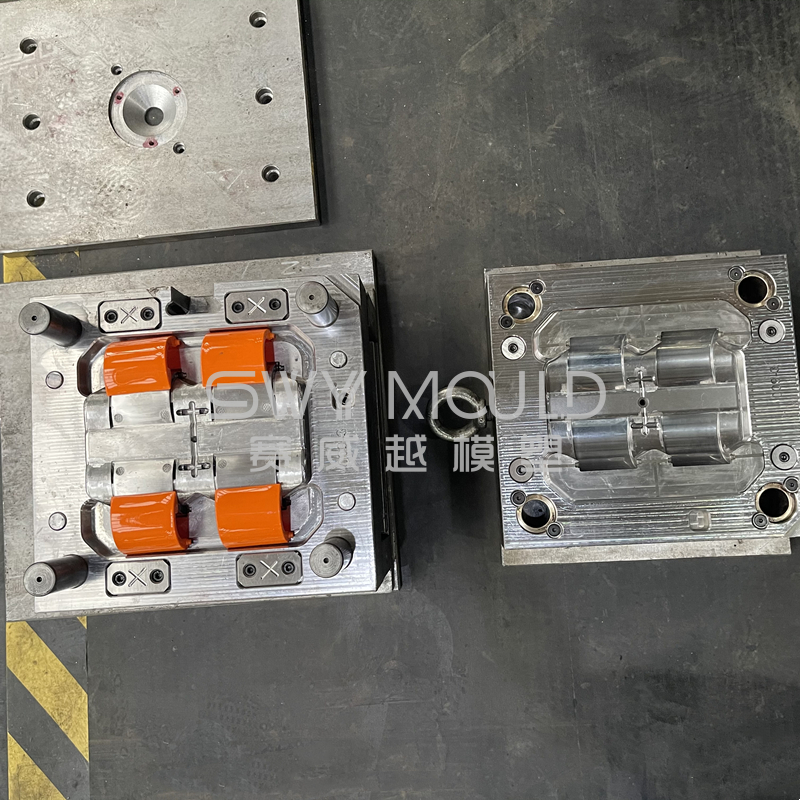
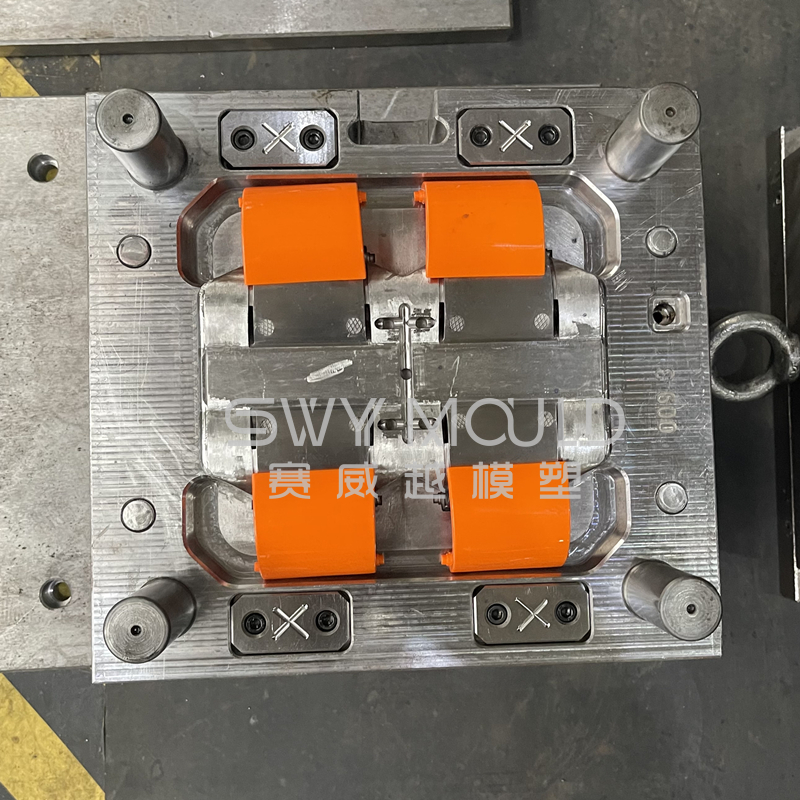
Molding suggestion: this product is arc-shaped, needs to eject twice and must adjust the ejecting speed and time well to achieve drop automatically. We advise using a robot hand to pick products, also the mold only needs to eject once which can longer mold life and avoid some accidents.
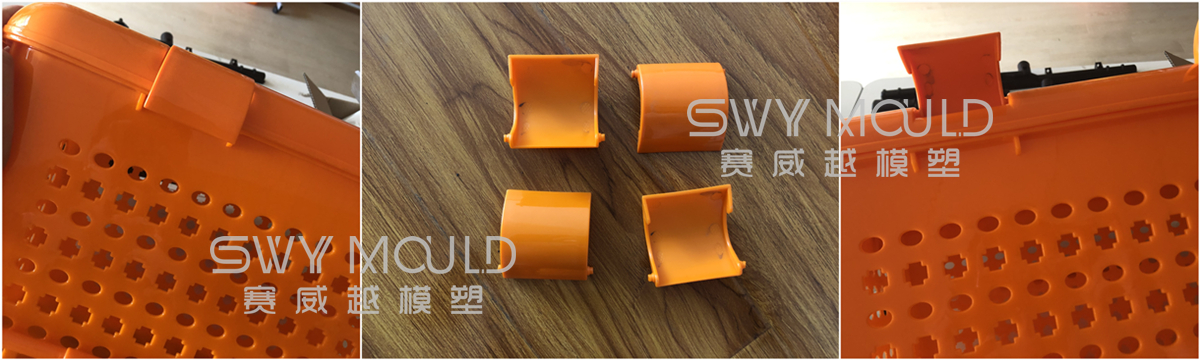
Matters need to pay attention to this plastic picnic basket lock button injection mold
Because this product is arc-shaped, needs to eject twice and must adjust the ejecting speed and time well to achieve drop automatically. We advise using a robot hand to pick products, also the mold only needs to eject once which can longer mold life and avoid some accidents.
Details please see following our testing video
Main operation steps of plastic picnic basket lock button injection mold
1. Receiving information from customers (concept, sample, physical model, 2D or 3D data)
2. Transforming the information into a 3D data model by means of the CAD system
3. Purchase the material
4. CNC Milling and EDM manufacturing
5. Mold-Trial and few samples produced
6. Delive the sample and get customers' opinion
7. Mold's final treatment
8. Deliver Molds and provide customer services
Elements should be considered during plastic mold design
The design and manufacture of plastic molds are closely related to the process of plastic processing. The success or failure of plastic processing depends largely on the effect of mold design and the quality of mold manufacturing, and the design of plastic molds is based on the correct plastic product design.
Following are the elements that should be considered during designing plastic picnic basket lock button injection mold:
1. Parting surface, that is, the contact surface where the concave mold and the convex mold cooperate with each other when the mold is closed. The selection of its location and form is affected by factors such as product shape and appearance, wall thickness, molding method, post-processing technology, mold type and structure, demolding method, and molding machine structure.
2. The precision of the mold, namely, avoiding jams, precise positioning, guide posts, positioning pins, etc. The positioning system is related to the appearance quality of the product, mold quality, and life. According to the different mold structures, different positioning methods are selected. The positioning accuracy control mainly depends on processing. The inner mold positioning is mainly considered by the designer to design a more reasonable and easy-to-adjustable positioning way.
3. The pouring system, that is, the feed channel from the nozzle of the injection molding machine to the cavity, including the main runner, the runner, the gate, and the cold slug. In particular, the selection of the gate position should be conducive to the molten plastic filling the cavity in a good flow state, and the solid runner and gate cold material attached to the product can be easily ejected from the mold and removed when the mold is opened.
4. Structural parts, that is, sliders, inclined tops, straight top blocks, etc. of complex molds. The design of structural parts is very critical, related to the life of the mold, processing cycle, cost, product quality, etc. Therefore, designing the core structure of a complex mold requires a designer to have the higher comprehensive ability, and strive to be simpler, more durable, and more economical.
5. Plastic shrinkage rate and various factors that affect the dimensional accuracy of products, such as mold manufacturing and assembly errors, mold wear, etc. In addition, when designing compression molds and injection molds, the matching of the process and structural parameters of the molding machine should also be considered. Computer-aided design technology has been widely used in plastic mold design.
The different plastic finish type
When creating a product or part using injection molding, it’s easy to get caught up in that piece’s actual production. Things like material, size, and complexity are all important factors to consider and have a huge impact on production. But what about the look and feel of your product? If your product or part is going to be seen by customers, it’s time to start thinking about plastic finishes.
1. Shiny plastic finishes
This group is made of finishes A-1, A-2, and A-3. All are incredibly smooth and shiny, but A-1 is unique in that it is a mirrored finish. These finishes are all obtained using diamond powder suspended in an oil solution. Such incredibly reflective surfaces are often used to make plastic mirrors or other optical parts.
2. Semi-gloss plastic finishes
Created using different types of grit paper, the semi-gloss finishes are smooth, but not to the degree of a shiny finish. Grades B-1, B-2, and B-3 range from medium to medium-low polish. These finishes can be used for the exterior of products as well as for parts that require a smoother finish.
3. Matte plastic finishes
Matte and dull finishes are used primarily for diecast and thermoset parts. They are created using a polish of fine stone powder. Matte finishes are categorized, predictably, from C-1 to C-3.
4. Dull plastic finishes
These surfaces are created using processes like sandblasting and can result in a finish ranging from satin to dull. These are the roughest and least polished grades and are often used for internal parts or for products that require such a finish.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Picnic Basket Lock Button Injection Mold Suppliers