USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
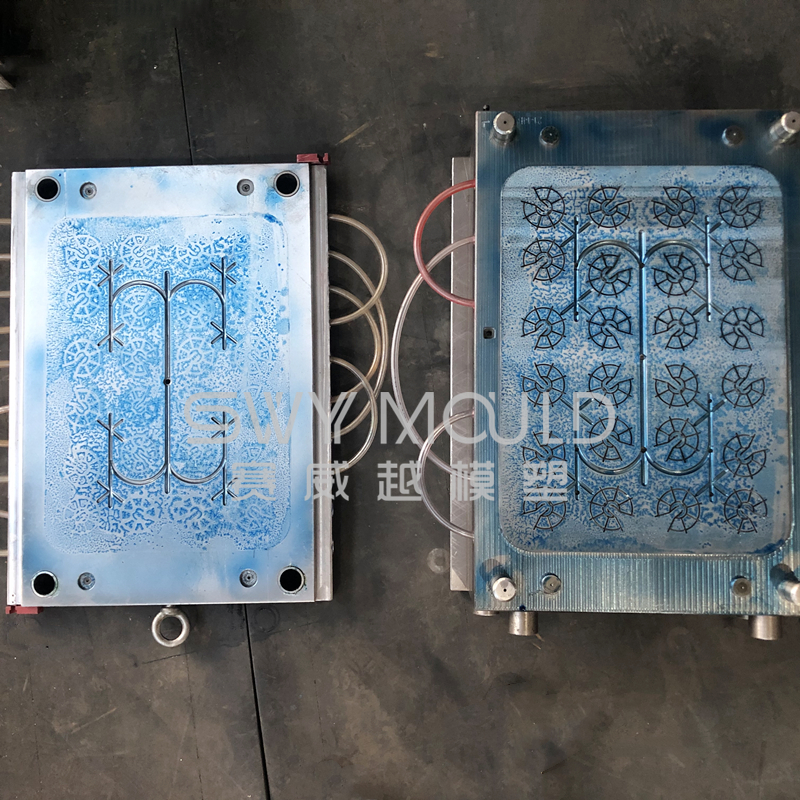
Part size: 7*55mm
Part resin: recycled plastic
Mould steel: anti-erosion 2316
Steel treatment: vacuum hardening
Mould cavity: 20
Mould gate: side gate, open type
Lead time: 45 days
Plastic building rebar wheel spacer is welded with new technology, mainly used for the big construction industry, as joint linking single or multi-layer reinforced steel bar. With great strength, flexibility, anti-static, and environmental protection, this kind of plastic wheel spacer can greatly improve the quality of the project, save cost and time.
By using steel bar support, the construction time can be saved and speed can be accelerated to reduce the construction cycle.
SWY MOULD has made different sizes and different kinds of plastic wheel spacer and rebar chair mould for our customers.

Mould mass-producing tips from SWY
For plastic mould of building rebar wheel spacer, there is a high demand on low mould cycle time, that's means to produce faster and faster. So during mould testing, we ask the engineer to change the ejector stoke to the minimum, which can reduce one-shot time. Also, there are many ways can fast the cycle time, welcome to contact SWY to get more tips.
The importance of gate design and gate size in plastic injection mould
While injection moulds are hard to design and manufacture, their core concepts are easy to understand. The mould itself consists of two faces, between which is the cavity and core set into which the plastic is injected. The plastic – which, like its namesake implies, is injected into the mold through a sprue that feeds the runner plastic enters the mold’s cavity through the gate. The gate is the literal gateway of plastic into a cavity/core and therefore can make or break a mold. Too small and the mold cannot fill completely; too large and the plastic is too hard to shear.
There are a few factors to consider with gates: their locations, wall thickness, number, size, and design. While all will affect the product and process, the three most critical are the size, locations, and number.
1. Mould gate size
As mentioned above, the gate size is a measuring act between filling the mold exactly and keeping the smallest runner possible to improve shearing when the mold cycles in the machine. Time also plays a factor: molten resin must be able to reach all points of the mold before it starts to harden. While small gates may provide a nicer appearance to the part, they can take more time or pressure to fill, which can lead to molded-in stress.
2. Mould gate location
The location of a gate can help with the above problem. Ideally, gates should be placed in the deepest cross-section to provide the best flow and minimize voids and sinking. The gate should also be on a piece of the mold where the stress and distortion of the runners and gate will not affect the function or user aesthetics. Think about employing gates to reduce game sizes or dealing with thin places in the cavity that are acting as bottlenecks for resin.
3. Number of mould gates
Employing multiple gates can help with the above issues, especially for larger parts where one gate would not be enough. Think about employing multiple gates to reduce gate sizes or dealing with thin places in the cavity that are acting as bottlenecks for resin.
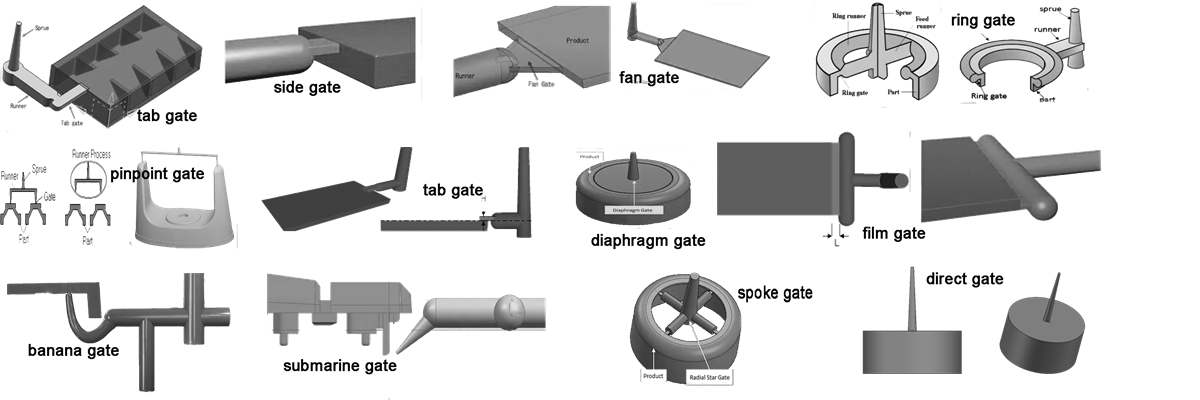
4. Three common gate designs
Below are three of the most common gate designs. Besides differences in location and finished product, they also differ in how the final piece is trimmed (i.e., how the parts are separated from the runners).
* Edge Gate
A very common gate design, the edge gate is on the edge of the mold. Best used for flat parts, one or multiple gates are ideal for medium or thick parts that are along a single axis, leaving a scar along the parting line.
* Hot Tip Gate
For use with molds with hot runners (channels that keep the plastic heating within the runner), a hot tip gate tends to be located at the top of the part. As such, they work ideally with radial parts such as round or conical shapes of uniform thickness.
* Sub Gate
Sometimes known as the submarine gate or one of the many variants (banana, tunnel, or smiley gate, to name a few), these gate types use pins to shear the runners off, simplifying gate removal and reducing scars, which can lead to overall lower costs.
Process of mould package before delivery
1. After confirming the sample of the customer, our manager will inform our team leader to check the mould. Including the 3D mould design, customer's requirements and mould trial problem.
2. Our inspector will according to the files above to check the mould.
3. If our customer needs the water channel drawings and oil channel drawings, we will print them for you, of course, we could provide mould water transport pictures.
4. After all the detailed checking no question, then we will inform our team leader to pack the mould.
- Mould specification
* Team leader will fill in the instruction
* Packing all the mould accessories
* Prepare mould trial report, mould using instruction, mould temperature control box instruction and quality certification to customer
- Mould Packing
* Cleaning the cavity and core, no iron filings
* Spraying the antirust paint inside and outside
* Wrapped with the plastic film
* Putting into a wooden case or wooden pallet
Plastic injection mould service in SWY
1. Your inquiry related to our products or prices will be replied to within 24hours.
2. Well-trained and experienced staff to answer all your inquiries in fluent English.
3. Offering support to solve the problem in the application or selling period.
4. Competitive prices based on the same quality.
5. Guarantee samples quality same as mass production quality.
6. Welcome your 2D, 3D, and other drawings, we produce strictly according to your design or your request. OEM & ODM are accepted.
7. Not only manufacture mould, but also supply product.
8. If you are interested in our products, please contact us at any convenience. We'd like to tell you more about our products, meantime, you only need to give us your requirements in detail for your products, we can design and produce for you very well.
9. We warmly welcome your visit, as it is said to see is to believe if possible.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Mould Of Building Rebar Wheel Spacer Suppliers




