USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


Shape of spinneret orifice: round
Diameter of spinneret orifice: 0.2mm-0.3mm with a high precision tolerance of ±0.001-0.002mm
The length to diameter ratio of spinneret orifice: ≥10
C-C distance of spinneret orifice: 0.6mm-0.7mm with a high precision tolerance of ±0.001-0.002mm
Suitable polymer: MFI 1000-1500 PP
Steel of spinneret die: SUS630/SUS431/1.2083 German standard
Steel of die base: DIN.1.2311/DIN.1.2316/4 Cr.13
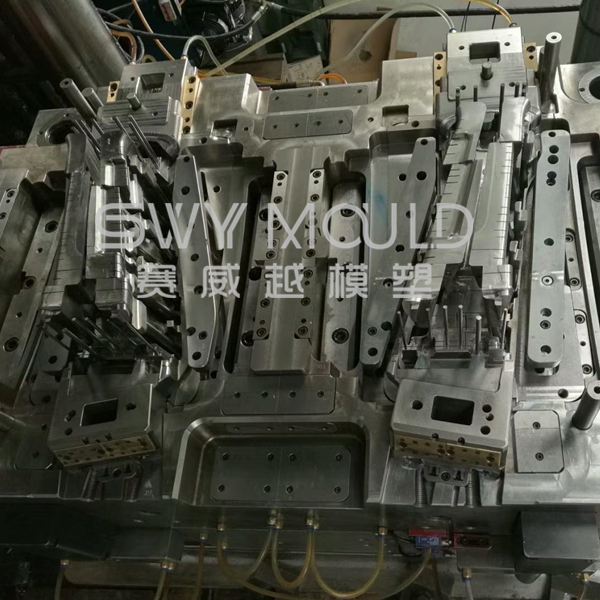
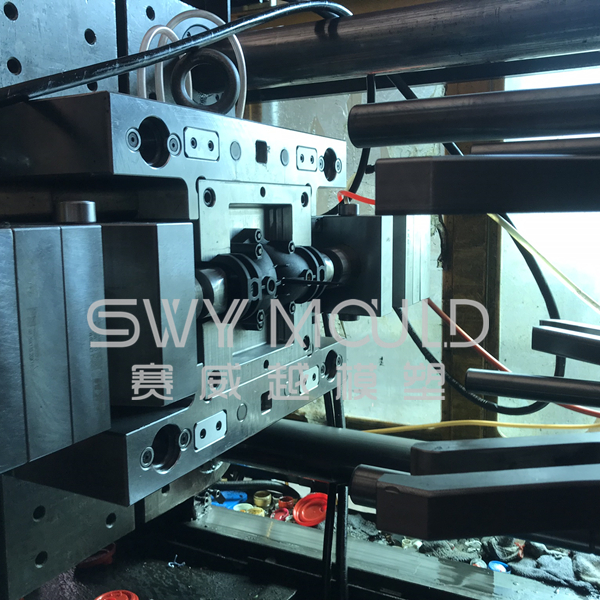
The melt-blown die head is the core hardware of the melt-blown fabric production line. SWY Mould offers superior melt-blown non-woven dies for the standard cloth width with coat hanger runner type from 600 to 2400 mm, and the linear runner type from 300-600mm.
What is melt-blown mould?
Melt-blown nonwovens use high-speed hot air flow to draw a thin stream of polymer melt extruded from the die orifice. Thus, ultra-fine fibers are formed and collected on a screen curtain or a roller, and at the same time, they are bonded to each other to form a melt-blown nonwoven fabric.
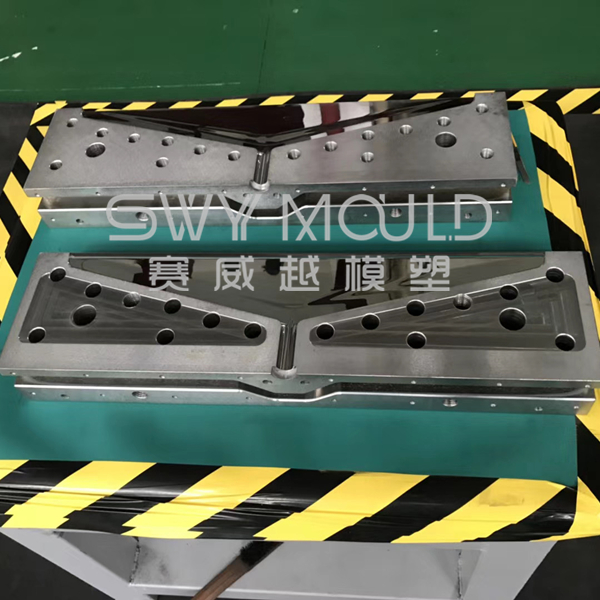
This spinneret plate for a melt-blown nonwoven fabric mask making machine. It is the high-precision melt-blown spinneret mold. The small drilled holes for polymer feeding are drilled by high precision CNC small hole EDM popping machine.
Melt-blown nonwoven fabric is made by entangling fibers while extruded material from the spinneret at the same time blowing hot air. The common application is face masks, industrial filters, etc.
The process of making melt-blown fabric spray cloth
The melt-blown process is a nonwoven manufacturing system involving direct conversion of a polymer into continuous filaments, integrated with the conversion of the filaments into a random laid nonwoven fabric. The first developments in this field of technology in the industrial area started around 1945. The general process description is similar to the spunlaid process, but in detail, both types of processes are quite different. Using the melt-blown technology, the spun filaments are accelerated by means of hot, fast-flowing air that is directly blown onto a moving substrate, creating a self-bonded web.

1. The selection of raw material
For PP raw material, it's easy to form silk and the MFI is higher (around ≥1500g/10min), so it can form fine fiber with a diameter of 2-3 μm. And it has a strong performance to filter viruses.
2. Manufacturing technique
Including three steps: melt extrusion, melt-blown technology, and treatment, such as the following picture shows.

With screw extruder, can convey the melted material to mould part, then extruder from the spinneret hole (as pictures a and b showed). Then it can form the non-woven fabric.

The importance of melt-blown mould to non-woven fabric
The non-woven fabric is combined with PP superfine fiber with a white appearance, soft and neat characteristics. The fabric fineness is around 0.5-1.0μm, and the random distribution of fiber makes them more chance to heat bonding.
The key to producing such kind of non-woven fabric is the melt-blown mould. The inner side of mould should be smooth with high glossy so that the mould can spit out even fabric. And if the spinneret hole is smaller, the silk is finer. Before the diameter of the hole is around 0.4mm, now with the improvement of technical, the hole is usually 0.15-0.25mm.
If the fabric needs to achieve the standard of 95+, the melt-blown is not all facts, the effects also decided by the extruder machine, raw material, and machine parameters.
If you need some help from us, welcome contact our SWY Mould.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.