USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



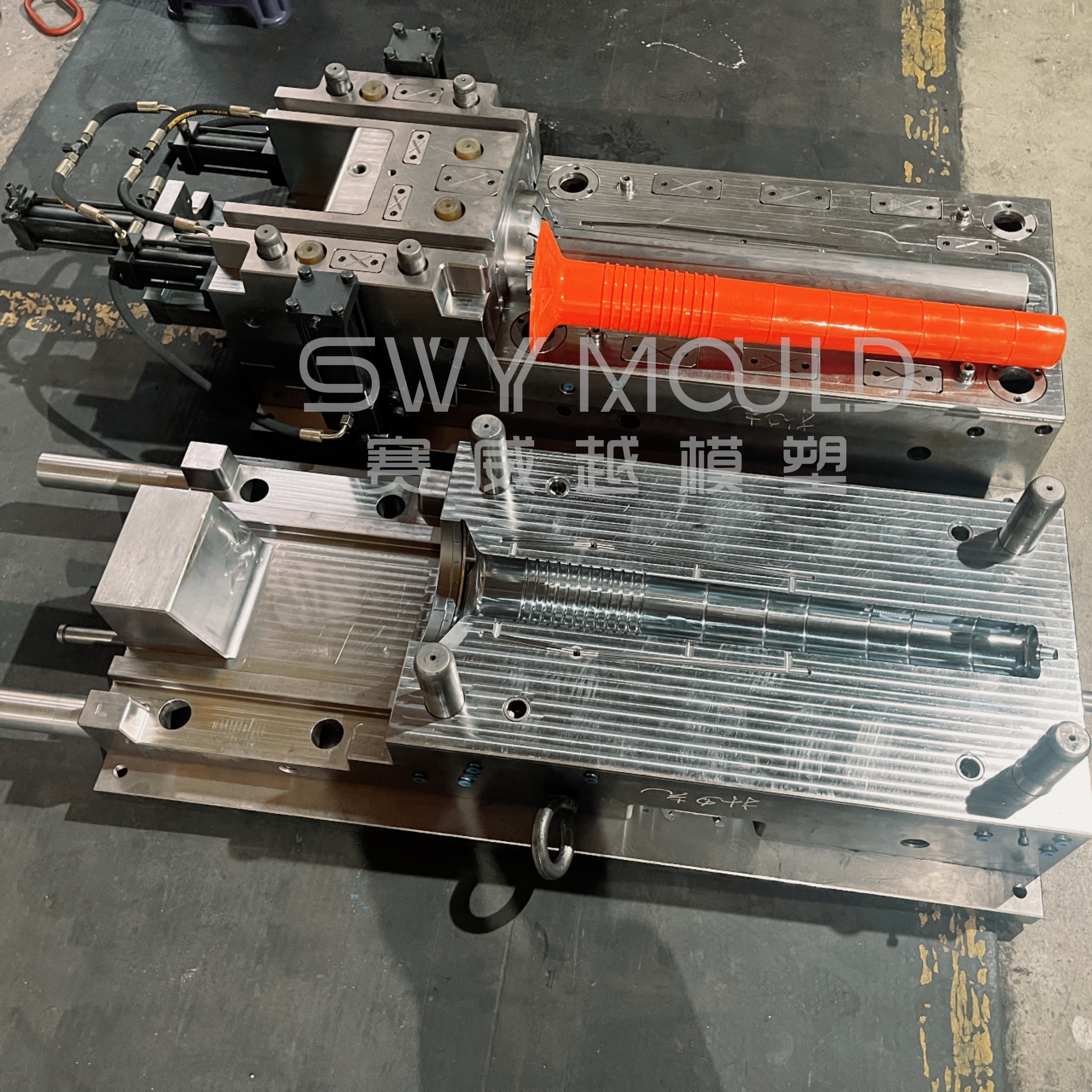
Pipe material: PVC
Mould cavity: 16
Mould steel: DIN 1.2316
Base steel: LKM standard
Features: small dimension with strict high precision;
core pulling system and mechanism;
insert with beryllium copper in the cavity and core part
Lead time: 65 days
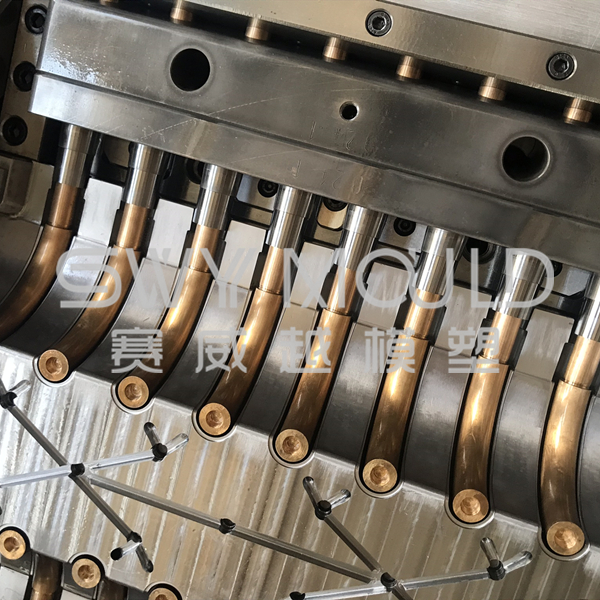
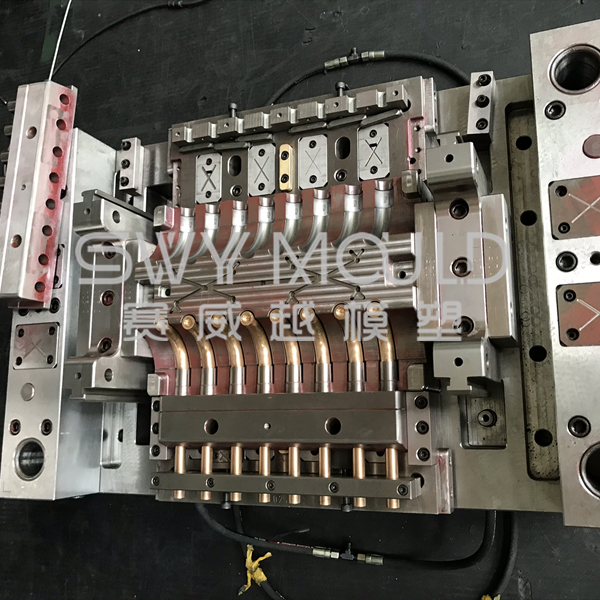
The key part of the plastic pipe fitting molds is the core pulling mechanism. We are proficient in mold structures such as chain core, arc core, and collapsible core. We can provide you with the most cost-effective mold solution. Whether it is plastic elbows, threaded connectors, tee fittings, and so on.
We have more than 15 years of experience in mold making. Use our rich experience in mold structure to provide you with the best solution.
Common failures and causes of plastic pipe fitting mold
The structural form of the pipe fitting mold and the processing quality of the pipe fitting mold directly affects the quality and production efficiency of the plastic pipe fittings. Some of the most common pipe fitting mold failures and main reasons in pipe fitting mold production are as follows:
1. Difficulty in gate stripping.
During the pipe molding process, the gate stacks to the sprue sleeve, and is not easy to come out. When the mold is opened, the product is cracked and damaged. The main reason for this failure is the poor finish of the gate taper hole, and there are knife marks in the circumferential direction of the inner hole. The second is that the material is too soft.
2. The guidepost is damaged.
The guidepost mainly plays a guiding role in the pipe fitting mold. In the following situations, the moving and fixed mold will produce a huge lateral offset force during injection: (1). When the wall thickness of the plastic part is not uniform, the material flows through the thick wall The speed at the location is large, and greater pressure is generated here; (2). The side of the plastic part is asymmetrical, such as a mold with a stepped parting surface, and the opposite pressures on the two opposite sides are not equal.
3. Large-scale pipe fitting molds, due to the different filling rates in all directions, and the influence of the mold's own weight when the mold is installed, the movable mold or the fixed mold will deviate.
4. The movable template is bent.
When the pipe mold is injected, the molten plastic in the mold cavity produces huge backpressure. The mold maker sometimes does not pay attention to this problem and often changes the original design size or replaces the movable template with a low-strength steel plate, which causes the template to bend during the injection.
5. The ejector rod is bent, broken, or leaking.
The self-made ejector rods are of good quality, but the processing cost is too high. Nowadays, standard parts are generally used and the quality is poor.
6. Poor cooling or water leakage.
The cooling effect of the pipe fitting mold directly affects the quality and production efficiency of the product, such as poor cooling, large product shrinkage, or uneven shrinkage, resulting in warping deformation and other defects.
7. The fixed-distance tensioning mechanism fails.
Swing hooks, buckles, and other fixed-distance tensioning mechanisms are generally used in fixed mold core pulling or some secondary demolding molds. Because these mechanisms are set in pairs on both sides of the mold, their actions must be synchronized, that is The mold is buckled at the same time when the mold is closed, and the mold is released at a certain position at the same time. Once the synchronization is lost, it will inevitably cause the template of the drawn die to be skewed and damaged. The parts of these mechanisms must have higher rigidity and wear resistance, and adjustment is difficult. The life of the mechanism is short. Avoid using it as much as possible. You can switch to other mechanisms.
8. Due to the limitation of the template area of some pipe-fitting molds, the length of the guide groove is too small, and the slider is exposed outside the guide groove after the core pulling action is completed. This will easily cause the slider to tilt during the core pulling stage and the initial stage of mold resetting, especially When clamping the mold, the sliding block is not reset smoothly, causing damage to the sliding block and even breaking under bending.
How to improve the quality of plastic pipe fitting mold?
The manufacturing process of pipe fitting mold is a complex process, including design, processing, assembly, commissioning, and other steps. In the entire production cycle, what factors will affect the quality of pipe fitting mold? How to improve the quality of pipe fitting mold?
1. Mold steel is the decisive factor for the quality of pipe-fitting molds.
How to choose the right mold steel?
* Determined according to raw materials. For example, PVC pipe fitting mold uses corrosion-resistant mold steel.
* Considering the cost of pipe fitting mold, the mold steel should be selected according to the service life. Generally, the life of P20 is about 300,000; 2738 is about 500,000; H13 / 2344 is usually more than 800,000 to 1 million.
* The surface treatment of the mold is also very important. Nitriding, can enhance the surface hardness of steel and effectively extend the life of the mold. Electroplating, for some molds that need to produce corrosion-resistant plastic parts, electroplating can be used to enhance and improve the properties of steel.
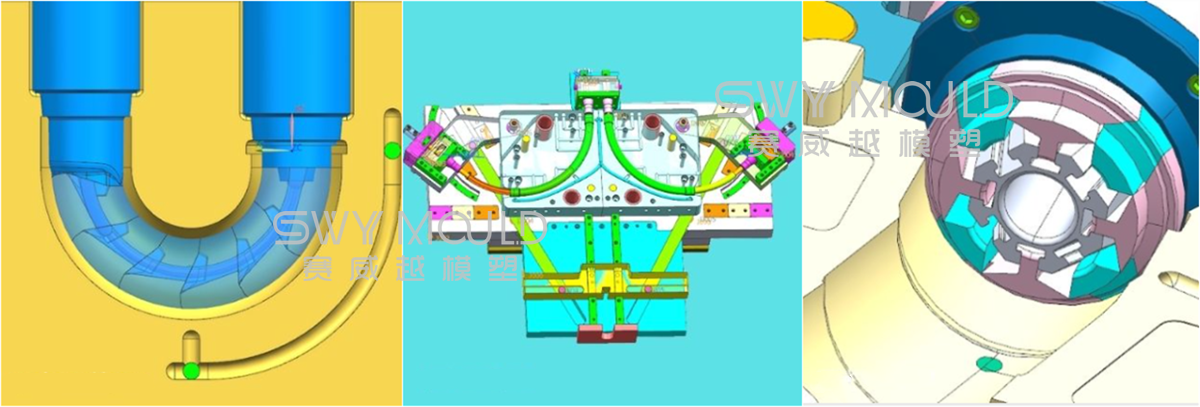
2. Structural design.
The pipe fitting mold with mature structure design not only takes into account the differences of various materials (shrinkage rate, molding temperature, elastic tensile deformation coefficient, etc.) but also takes into account the cooling water path, the speed of opening and closing the mold, etc.
3. Mold processing.
The arrangement of the molding process is particularly important. A reasonable process arrangement can speed up the production cycle and effectively save costs. The final polishing process also directly affects the surface and accuracy of the product. It can be said that this step can directly reflect the strength of the pipe fitting mold manufacturer.
4. Cooling.
In the mass production of pipe fittings, the profit brought by reducing the injection cycle is unimaginable. However, speeding up the production cycle will cause the mold temperature to rise, making the mold too hot to produce, and even causing mold deformation and scrap. Therefore, the design of an excellent cooling system is particularly important, including the density, diameter, and interconnection of water channels.
5. Mold maintenance.
Mold maintenance is mainly maintenance and maintenance in the production process. After each use of the mold, comprehensive maintenance is required. Be sure to keep the mold dry, and then brush it with a layer of oil to prevent the mold from being damaged due to rust.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Conduit Bend Pipe Injection Mold Suppliers