USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
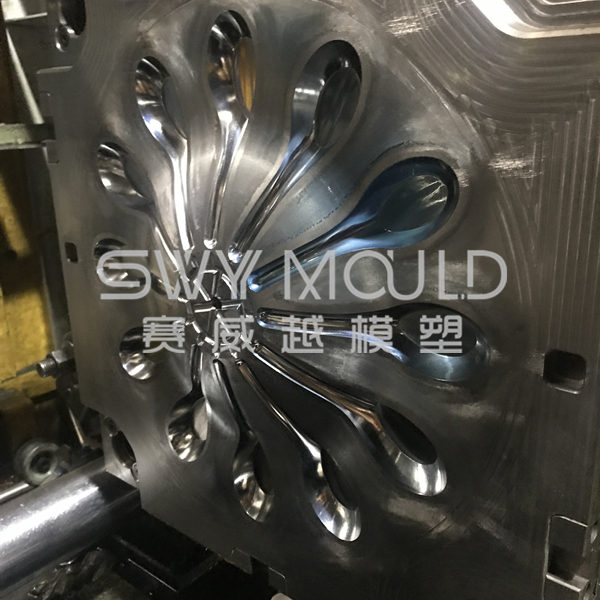



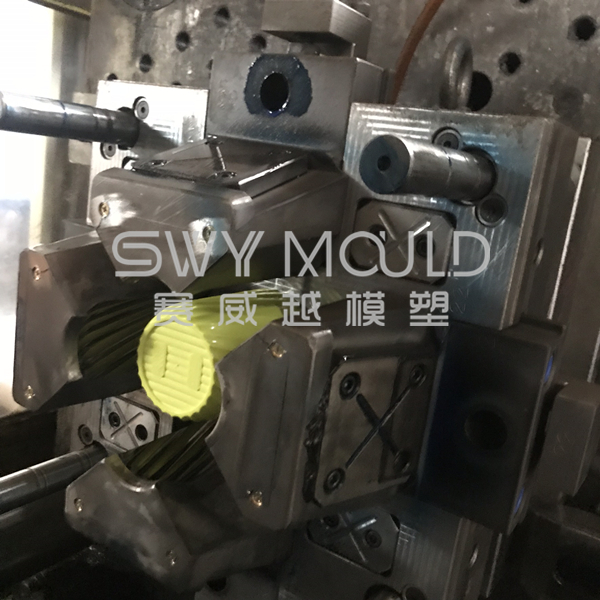
Spoon size: 115*36mm
Spoon weight: 1.9g
Spoon material: PS
Mold steel: H13, with HRC 40-45
Mold cavity: 12
Runner system: one point big gate with 6 sub-runner way
Ejector system: ejector pin
Cycle time: 5.5 seconds
Lead time: 45 calendric days
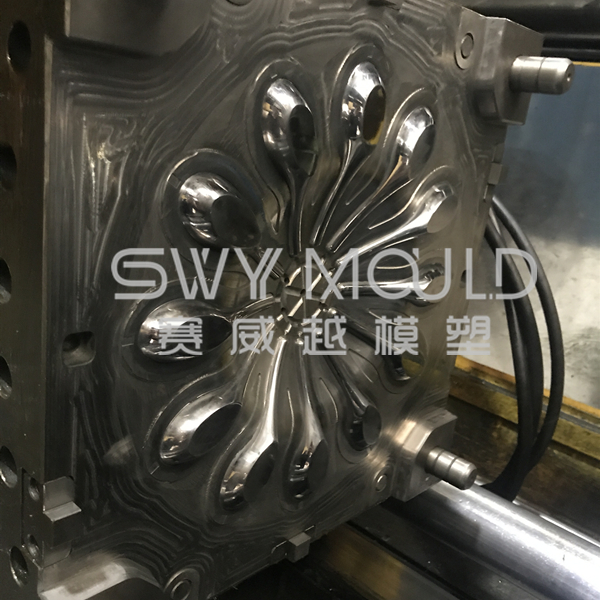
For the high demands of a plastic spoon, the requirement for mold is high-speed also. In order to reach a shorter cycle time, a good cooling system is very important.
Design injection mold cooling system is very important. Cooling time is the longest circle in the injection molding process, it takes up 50~80% of the molding circle. Molten plastic has a high temperature, If we don’t make cooling channels, the molding circle is very long, it is a cause of molded defect as bending, sink marks, weld line, short shot…
Plastic spoon mold cooling method
1. Cooling by air: Heat radiating to air, with this method, mold cold is slowly.
2. Cooling by cooling materials.
Plastic spoon mold cooling process
The picture below will explain a basic cooling channel system.

A: Collection manifold.
B: Mold.
C: Supply manifold.
D: Pump.
E: Regular cooling channels.
F: Hoses.
G: Baffle.
H: Temperature Controller.
Points of plastic spoon mold cooling system
1. When we design a mold, we need to make a cooling channel near the biggest thickness of products.
2. Diameter of the cooling channel usually is bigger than 8 mm, it needs equal through the cooling channel.
3. Adjusts the mold temperature by pouring a large amount of water having a temperature close to the temperature required for molding.
4. Increase the number of the cooling channel rather than enlarge the diameter of one cooling channel.
5. Use mold material that has high heat conductivity to improve the effectiveness of cold water.
6. Make sure core insert, slider core,… can be cooling. If it can not be cold, we need to change the mold design.
7. Increase the number of the cooling channel rather than increase the length of the cooling channel. If the cooling channel is too long, Δt is bigger than 3 degrees. Δt is different between input and output temperature.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Spoon Mold For Fast Food Industry Suppliers