USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.
Generally speaking, the cross-sectional size of the gat […]
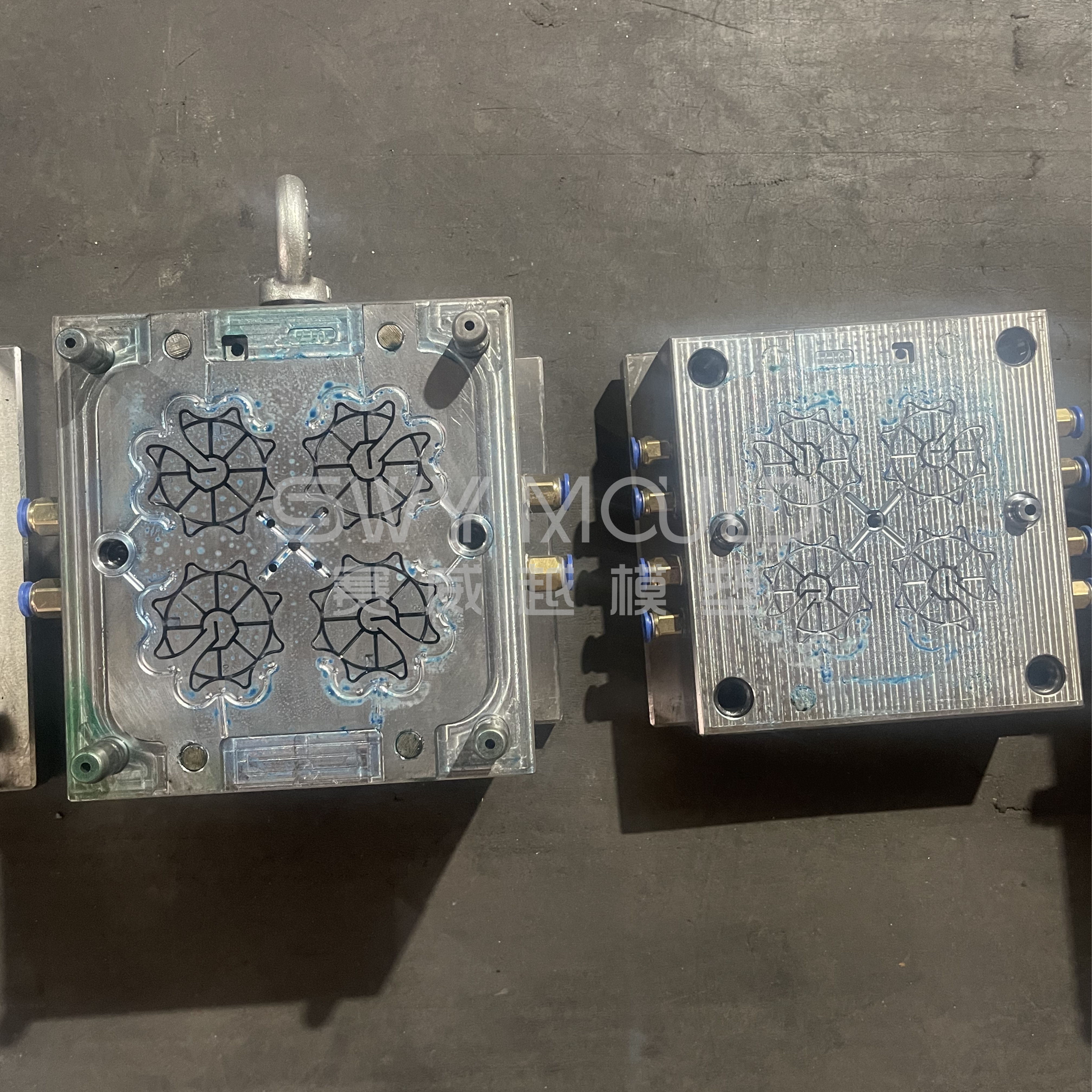
Generally speaking, the cross-sectional size of the gate should be small and not large. When determining the size of the gate, it should be smaller first, and then in the mold trial process, it should be corrected according to the filling of the cavity, especially for a mold with multiple cavities in one mold, through the correction, each cavity can be filled evenly at the same time. In order to prevent deformation caused by stress, generally the gate should be thin; in order to prevent sink marks, the gate should be thick; if the filling is insufficient, it should be wide, and within the allowable range of the mold, the length of the gate and the runner should be short. It is better to have less twists and turns; the gate that affects the appearance of the injection piece should be as small as possible; the gate should be as large as possible for products with large quality, large shape and large shrinkage.
The small gate can increase the flow rate of the melt, increase the friction of the melt, and increase the temperature of the melt. As a result, the viscosity of the melt is reduced, which is conducive to mold filling. However, due to the large resistance of the small gate, the loss of injection pressure is large, and it is not conducive to the filling of the melt, especially the thin structure of the remote injection part. Due to the fast curing of the small gate, which is not conducive to the compression and compression of plastic products, the sink marks generated by the injection molded parts are large, but the internal stress generated by the injection molded parts is small; at the same time, the injection molding cycle can be shortened, which is convenient for pouring Condensate removal. The gate of some products should not be too small, such as some thick-walled products, during the injection process, more than two additional pressures must be performed to meet the requirements of plastic products. Difficulty causing product defects.
The form and section size of the gate can affect the deformation of the injection molded parts. Different shapes of injection molded parts should use different gate shapes and section sizes. The internal stress generated by various gate forms and cross-sectional sizes is also different when the injection molded parts are injected, and the internal stress of the injection molded parts is also one of the main factors that cause the deformation of the injection molded parts.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. Plastic Injection Mould Manufacturers injection molding Suppliers