USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

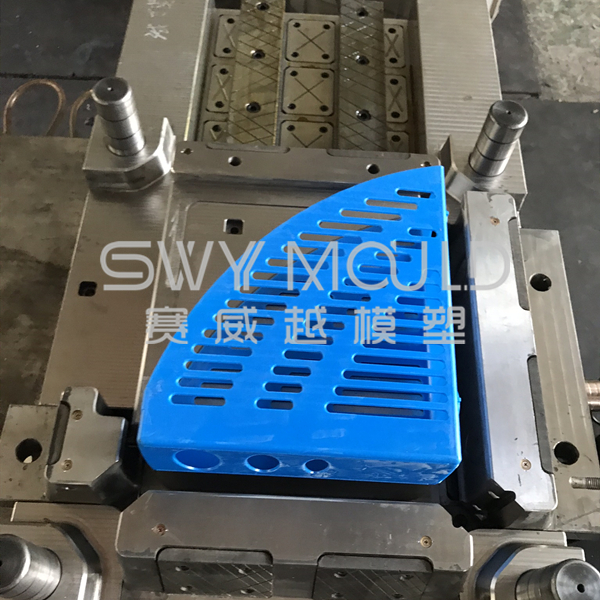
The glass lifting on the car door is operated by the lifter. The main function is to ensure that the door glass can be smoothly lifted and lowered, so that the driver and passenger can carry out normal activities on the vehicle, ensuring good ventilation inside the vehicle and facilitating the driver and passengers in the car.
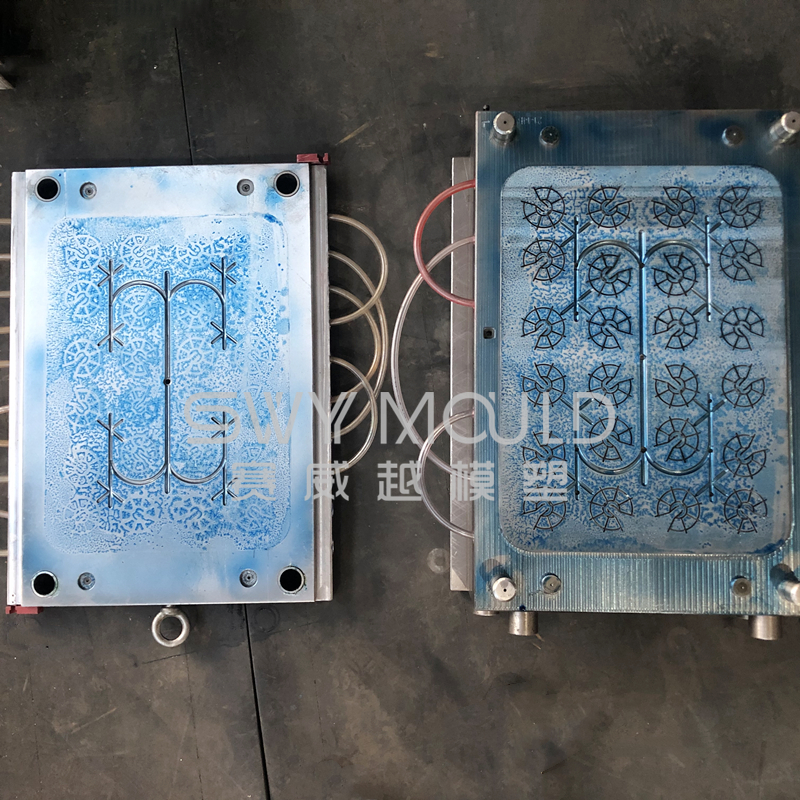
Mould steel: 718
Mould base: C50
Mould cavity: 1+1
Injection system: cold runner
Lead time: 50 days
Matters need to be paid attention to during the mould trial
1. Check the waterway connection method and set various conditions
It is necessary to check the water connection method (following the "DFM one in one out" principle), mold temperature setting, material tube temperature setting, and inspection of injection conditions one by one in the project. Non-conformances need to be corrected immediately. If it cannot be corrected immediately, it needs to be recorded in the trial condition table, so that the problem can be improved during the review.
2. Fill the product to 90% -95%
The product measurement needs to be estimated before the product is launched. According to the MOLDFLOW condition, the holding pressure switching position will be advanced. The product needs to be kept at zero pressure. First, shoot the product to a stable state of 90% -95% and keep the screw storage material at about 10% (when the mold has a multi-cavity mold, you need to see if the feed-in each cavity is uniform, otherwise you need to leave samples to facilitate mold adjustment), then slowly increase the pressure for 10 times until it reaches the best state of product appearance.
3. Confirm the size and appearance
When the appearance of the product is adjusted to an acceptable state, take 2 molds, soak the product for 2-5 minutes, and measure the size. Based on the product size, adjust the size to the middle limit without assembly requirements. Secondly, adjust the appearance of the structure, fine-tune the injection parameters, and print the required number of samples with the best conditions of the appearance structure (confirming defects such as shrinkage, burrs, lack of materials, bonding lines, etc.), and record the condition and molding condition table for next use. If there are insurmountable problems, you need to keep sample records to review and improve measures.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Automobile Windows Lift Panel Plastic Mould Suppliers