USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



Our mold cores are widely used in many areas:
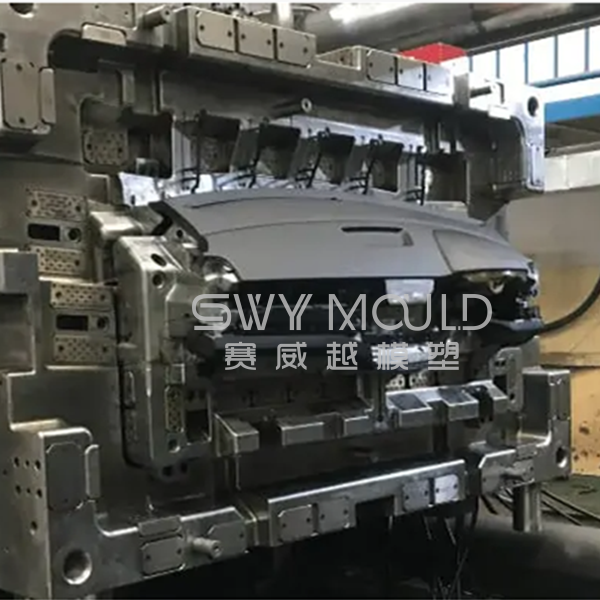
Auto molds
Medical equipment molds
Consumer electronics molds
The traffic safety part molds
We can make reflector mold core with different standards:
US standard
EU standard
Non-standard
Any customize standard basis on your country's demands
A retroreflector, also called a reflex reflector, can reflect light back along a vector that is parallel or nearly parallel to but opposite in direction from the light source, no matter what the incident light angle is. Because of their high tolerance to the direction of incident waves, retroreflectors have been used extensively in many applications instead of plane mirrors, such as free-space optical communications networks, satellites, road signs, vehicles, and clothing. Retroreflectors on cars or clothing increase their visibility in the dark so that traffic accidents can be reduced. Common vehicle signage is composed of cube-corner retroreflectors (CCRs). According to the regulations of the US Society of Automotive Engineers (SAE), vehicle signage needs to return light back to the observer located 0.2◦ above the light source, and the coefficient of luminous intensity RI should be more than certain values within a 20◦ angle of light incidence. The measure of vehicle signage performance RI is decided by the ratio of the strength of the reflected light (retroreflected light intensity) to the amount of light that falls on the retroreflector (incident light illuminance). RA is the measure of retroreflection efficiency, defined as the ratio of the flux of incident light to the total flux of a reflected cone. Vehicle signage appears brighter as its RI value increases.
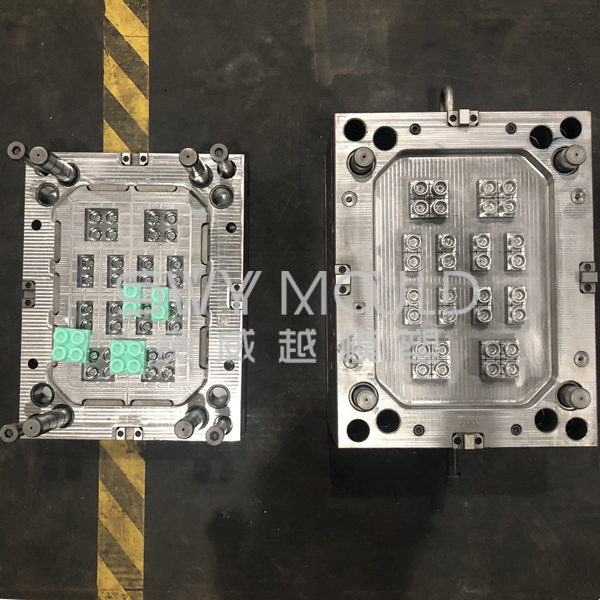
The most important for reflex reflector CD texture mold core is machining. Kindly see the machining video:
The points need to be noted about the reflex reflector CD texture electroformed mold core
1. Reflex electroform produce
* The thickness of nickel level (peak to the flat bottom of the reflex) is typically about 10 mm. (The height of mold bearer depends on the mold design)
* Please provide the 3D CAD of mold design or mold core status. And mark the mounting holes or waterways.
2. Reflex electroform installation
* Must use grub screw to install and the screw should not be too long.
* Check the drilling depth of reflex should correspond to the screw length and shall not exceed 6mm
* When combining the mold base and reflex electroform, do not screw too tight.
3. Reflex electroform maintenance
* When the mold sealed, the reflex part should coating by gasification type spray (do not use emulsifying maintenance oil). And in the next production, please make sure to use solvent to clean up before the start of injection.
* To clean the reflex, you can soak it in acetone or use a brush with the NONABRASIVE detergent to scrub the tooth surface.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Reflex Reflector CD Texture Mold Core Suppliers