USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

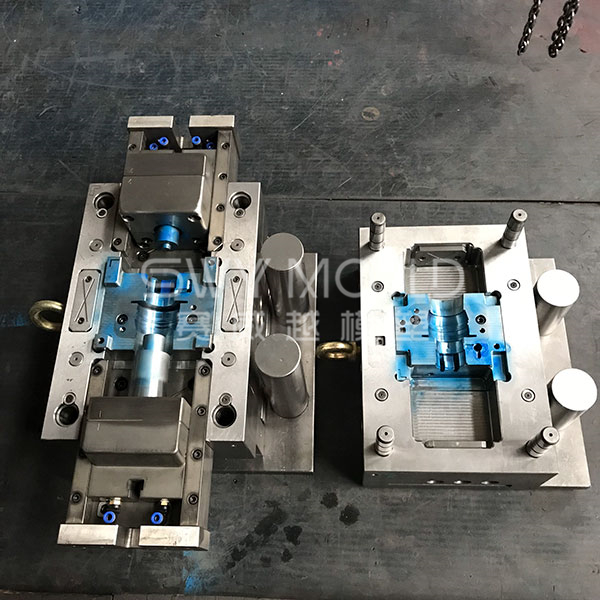
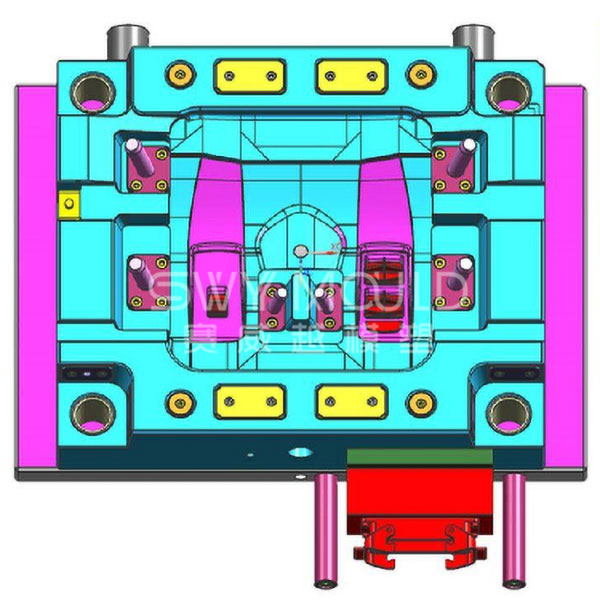
Plastic resin: PVC
Part shape: round with a four-way mouth
Mould steel: S136
Mould base: 50#
Nos. of cavity: single
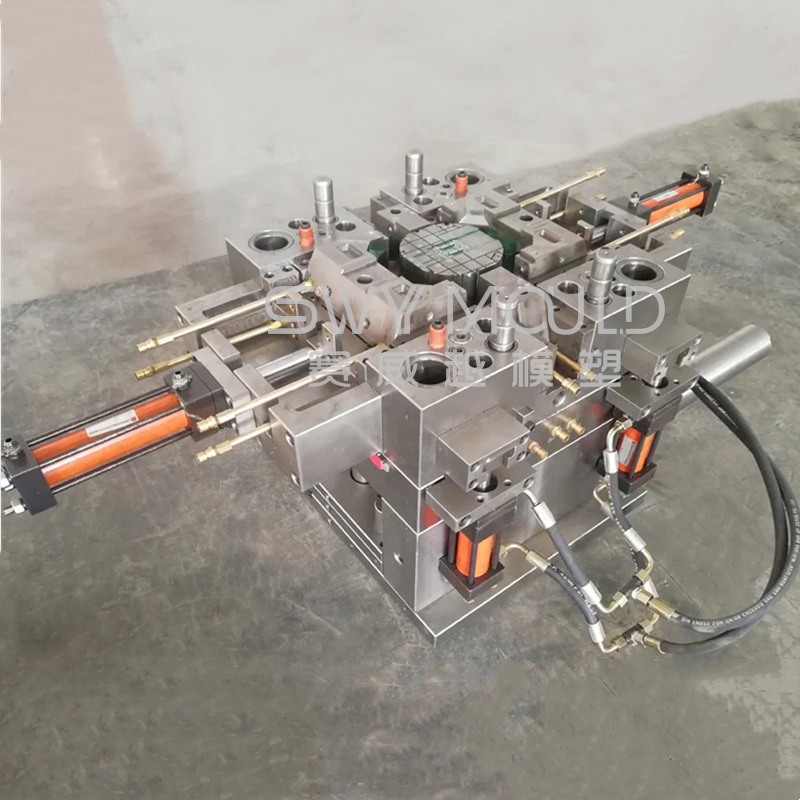
Mould structure: core pulling system
Lead time: 45 days
Provided service: mass production
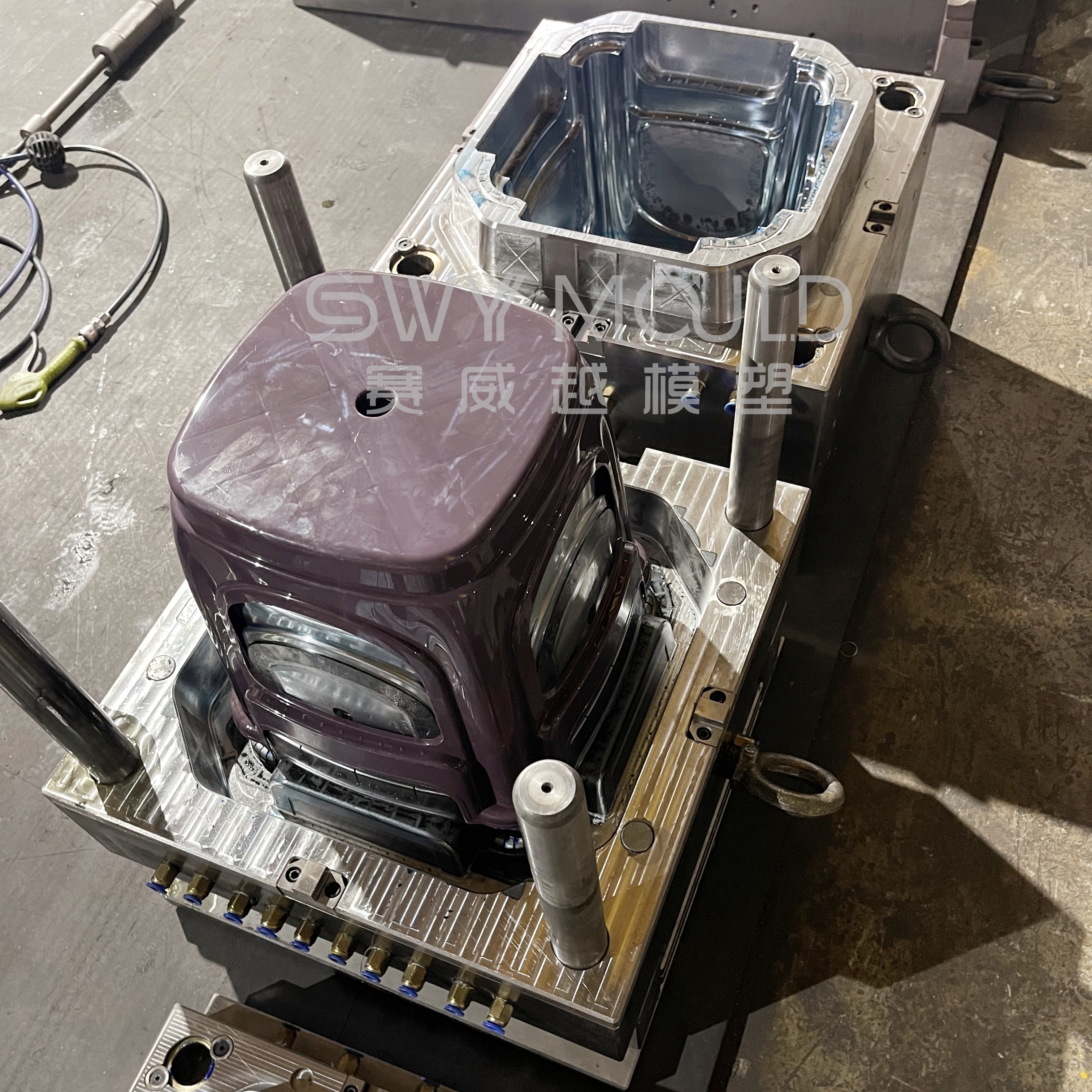
Plastic electric box features
1. Beautiful appearance, novel structure, high protection level
2. With overload, short circuit, leakage protection, and other functions
3. The protection switch room with observation window is convenient for operation observation
4. The box material is flame retardant, self-extinguishing, anti-ageing, and has good thermal stability
5. Chemical resistant medium, atmospheric medium, impact-resistant
6. Electrical solutions are flexible and easy to assemble
7. Easy installation and stable performance

Plastic electric box injection mould customized process
1. The customer provides the drawings or samples
2. Confirm details and customized requirements
3. Begin the product and mould design, send to customers for confirming
4. Arrange the mould making (send the production process video or picture regularly during production)
5. Test the mould, and send samples and testing videos to the customer to check
6. Customer arrange the balance and inform us to ship the mould
Packing and delivery of plastic electric box injection mould
Each mould will be packed in the sea-worthy wooden box before delivery
1. Checking mould components and spare parts
2. Cleaning mould cavity/core and spread slushing oil on the mould
3. Cleaning mould surface and spread slushing oil on the mould surface
4. Parcelling the plastic film and putting it into the wooden case
Usually, moulds will be shipped by sea. If in very urgent need, moulds can be shipped by air.
Moulding cycle time and cooling time
While plastic injection moulds are required to have the functions for producing moulded parts with the desired quality, at the same time it is also required that production be possible at the lowest possible production cost.
The cycle of plastic injection moulding is defined as follows:
Moulding cycle t (sec) = t1 + t2 + t3 + t4, where, t1 is the injection time = injection time + dwelling time (sec), t2 is the cooling time (sec), t3 is the time (sec) needed to remove the moulded product, and t4 is the time (sec) needed to open and close the mould.
Among the factors determining the moulding cycle, the one that is the most important is the cooling time t2. Cooling time is the time from filling the inside of the cavity with molten plastic to the sealing of the gate until the plastic solidifies. From experience, it is known that the cooling time varies depending on the cooling capacity of the cavity of the mould. In addition, it also varies depending on the type of moulding material and the wall thickness of the moulded product. Predicting what the optimum cooling time is during the mould design stage is a very important matter in estimating the production cost of the moulded product. While recently software products have come on the market that predicts the cooling time by CAE, in general, the following experimental equation is used for predicting the cooling time.
tla = s2 / (π2•α) ln(8/π2•(θr - θm) / (θe - θm)), where, tla is the cooling time (sec) related to the average temperature of the wall thickness; s is the wall thickness (mm) of the moulded product; α is the heat diffusion rate of the plastic at the cavity surface temperature (mm2/sec), α = λ/(c•ρ); λ is the coefficient of thermal conductivity of the plastic (kcal/m•h•°C); c is the specific heat of the plastic (kcal/kg•°C); ρ is the density of the plastic (kg/m3); θr is the temperature of the molten plastic (°C); θe is the temperature for taking out the moulded product (°C), and θm is the cavity surface temperature (°C).
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Electric Box Injection Mould Suppliers