USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.




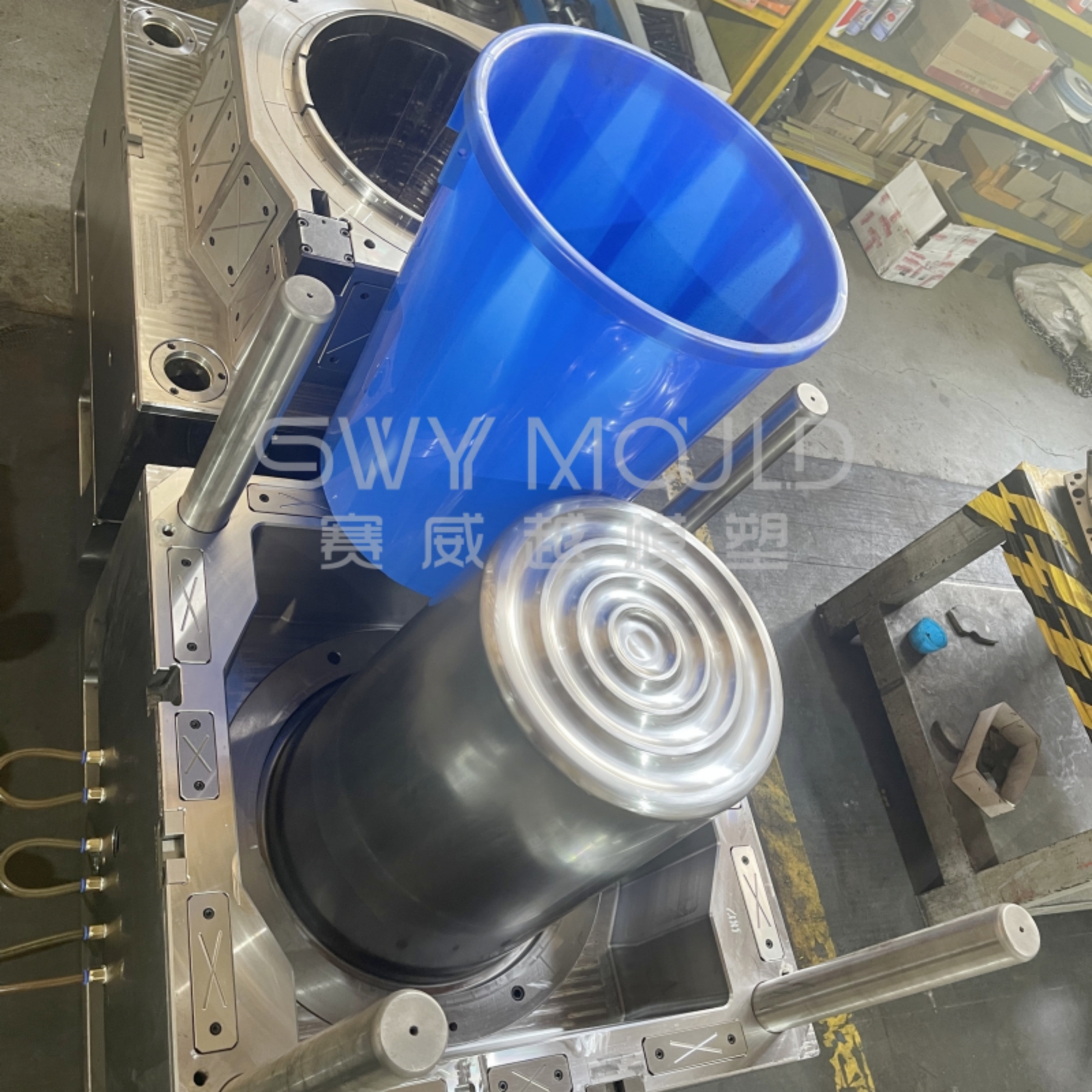
Part material: PA6
Mould material: S136
Mould base: 60#
Mould cavity: single
Injection system: cold runner
Mould structure: slider+core pulling system
insert moulding
T1 time: 60 days
The basic principle of selecting the parting surface
1. The parting surface should be selected at the maximum contour of the plastic part. When the parting direction of the plastic part has been initially determined, the parting surface should be selected at the maximum contour of the plastic part, that is, the plastic part passing through the direction The cross-sectional area is the largest, otherwise, the plastic parts cannot escape from the cavity.
2. Determine the favorable mold-holding mode to facilitate the smooth demolding of the plastic part. From the ejection of the part, the parting surface should be kept as far as possible on the side of the movable mold. When the wall of the part is quite thick but the inner hole is small, however, the tightening force of the core is rarely used to determine exactly whether the part remains in the core or in the die. At this time, the main part of the core and the die can be set on the side of the movable mold, and the top pipe can be used for demoulding. When the metal of the pipe member (with no thread connection) is embedded in the hole of the workpiece, the core is not Creates a tightening force.
3. Ensure the accuracy and appearance requirements of the part and the height dimension of the vertical part of the parting surface. If the precision is high, or the shape or inner hole with high coaxiality is required, in order to ensure the accuracy, it should be set as much as possible. Half of the mold cavity. Since the parting surface inevitably leaves traces of flash or seams in the part, the parting surface is preferably not selected on the bright and smooth outer surface of the product or the corner with a circular arc.
4. The parting surface should divide the mold into parts that are easy to machine to reduce the difficulty of machining.
5. Does not prevent the product from being demolded and cored. When arranging the orientation of the part in the cavity, it is necessary to avoid the side or side hole perpendicular to the mold opening motion.
6. Conducive to the reasonable disposal of the gating system.
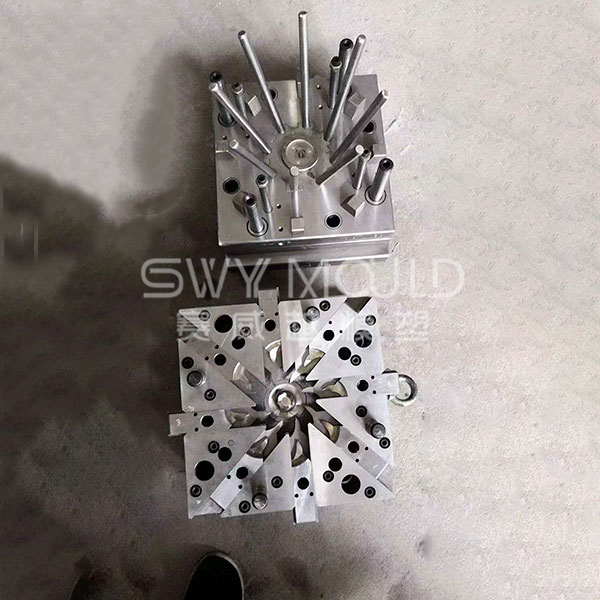
7. As close as possible to the end of the stream to facilitate venting. Selection of fan profile surface Due to the complex shape of the blade and the need to ensure coaxiality, it is difficult to meet the requirements if a single form of profiled surface is used.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Complex Structure Blade Mould Suppliers