USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.

Part material: ABS
Part name: middle frame
Part dimension: 1290*723*20mm
Part inch: 55 inch
Cavity: 1
Cycle time: 65 seconds
Machine tonnage: 1250T
Mold runner: hot runner with Chinese brand
Cosmetic treatment: high glossy or texture
Here SWY MOULD would like to discuss with you the technical analysis of the LCD Television frame injection mould.
1. Analysis of the structure
The structure of the TV frame shows below, the raw material is ABS with 0.5% shrinkage. The size is 394.5*272.8*11.8mm, with a 2.4mm average thickness.
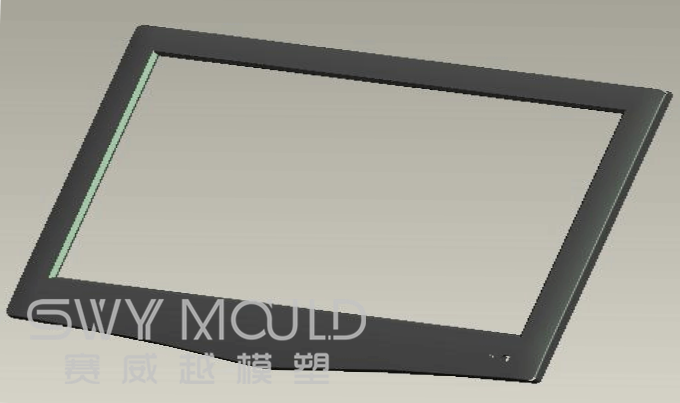
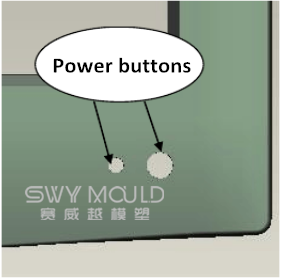
There are power buttons on each side, and many ribs on the backside. Because of the large size and high requirement on the product surface, the difficulty of making this mold is how to design a gating system to make material flow evenly and avoid the sink mark.
2. Analysis of raw material---ABS
*Chemical and physical properties
ABS is combined with acrylonitrile, butadiene, and styrene these three copolymers. Acrylonitrile has the performance of high strength, heat stability, and chemical stability. Butadiene has the performance of tenacity and impact resistance. Styrene has the performance of easily processing, a high degree of finish, and high strength. So ABS is a kind of tenacity, hard, and stiffness material.
*Molding characteristic: medium liquidity, high performance of easily processing, dimensional stability, high impact resistance, etc.
*Injection technique and molding condition
Drying treatment: drying at least 2 hours under temperature of 80-90°
Melting temperature: 210-280℃, advised temperature: 245℃
Mold temperature: 25-70℃ (mold temperature will influence the degree of surface finish)
Injection pressure: 50-100Mpa
Injection speed: medium speed
*Typical usage range: home appliance cover/shell parts, car interior, and exterior parts, etc.
3. Confirming of draft angle
Because the material will be wrapped on the cavity after cooling and shrinking, so for easily demolding and avoiding the scraping on the product surface, need to confirm a suitable draft angle when designing.
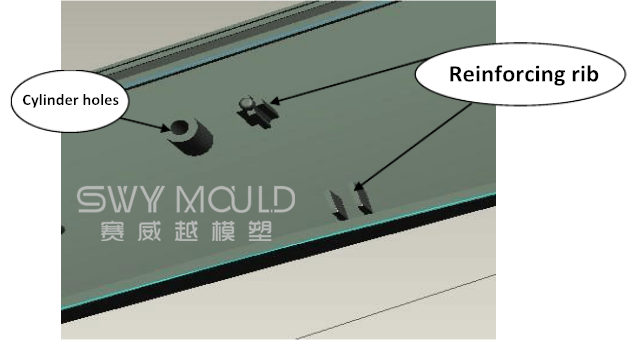
4. Adding reinforcing ribs
In order to sure the strength and stiffness of the frame product, there should be set the reinforcing ribs to support the large size frame (show following picture), so when designing the product should consider the following points:
*The size of ribs should not be too large, should be shortened with more quantity.
*The distance between two ribs should be more than twice of wall thickness, which can avoid the sink mark and increase the strength of the frame.
*The direction of ribs should be the same as the flowing direction of melting material, which is good at material fills all cavity parts.
5. Round corner and holes
*Round corner
This frame is designed with a round corner, which avoiding stress concentration and increasing the strength and beauty of the frame products. The diameter of the inner round conner should be half of the wall thickness; the diamater of the outer round corner should be 1.5 larger than wall thickness; the radius of the round conner shouldn't be less than 0.5mm.
This conner is designed as: R=1.5, H=3.6mm; r=0.5, H=1.2mm
*Holes
There are two power buttons in this frame. The diameters of the two are 3.2mm and 6.2mm.
6. Confirming of the cavity number
When confirming the cavity number, should consider the parameter of the injection machine, such as maximum injection volume, rated clamping force, plasticizing speed, also should consider the requirements on product, and the budget on this project. Considering all points, this frame mold design with one cavity.
7. Confirming of parting face
The design of the parting face is influenced by the piece's shape, wall-thickness, size precision, the location of the molding piece, type of demolding, the location and type of gate, air venting, and other points. This design should consider the following points:
*easy for piece demolding
*considering the out surface of the piece
*ensuing the piece size precision
*considering the location of the flash
*easy for air venting
*considering the influence of draft angle to piece size
8. Designing of the gating system
*Main runner
The main runner is the first part which melting material flowing into the cavity, so the sectional area will influence the flow speed and fill time. If the sectional area is too small, it's difficult for product molding; if the sectional area is too large, the time of cooling will be longer which decreases the production efficiency. Considering all facts, this main runner is designed a little large.
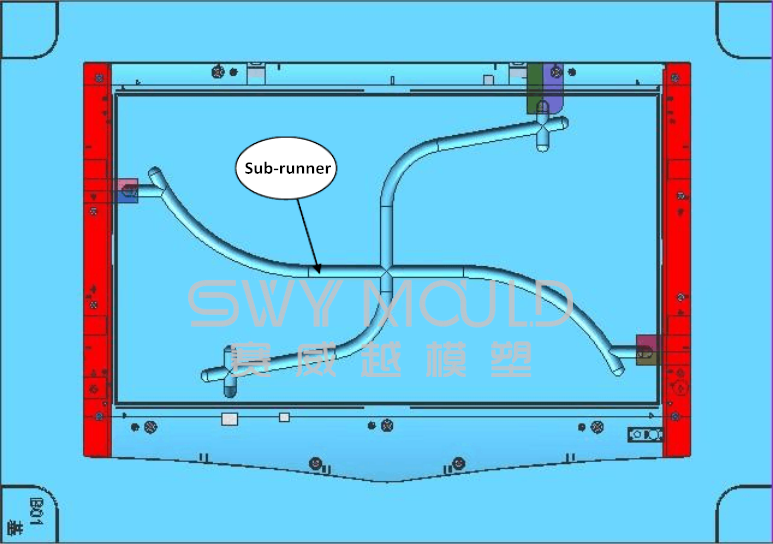
*Sub-runner
For large-size and multi-cavity mold, there should be sub-runners that ensure the melting material can flow into all parts in a short time. Commonly used sub-runner is listed in the following picture:
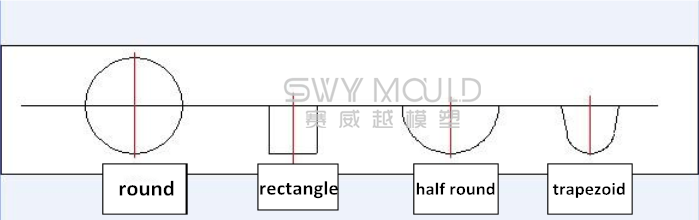
In order to decrease the pressure and heat loss, this mold using a round section sub-runner.
Such like following shows:
*Gate type
There are several types of gate, such as direct gate, central gate, side gate, pin-point gate, submarine gate, fan-shaped gate, edge gate, etc. Each type has its advantages and disadvantages. This mold uses a submarine gate, which will be cutting material automatically with less mark.
9. Designing of cooling system
The cooling type of mold includes water cooling, air cooling, and oil cooling. Considering the timeliness and economy, this mold uses water cooling. The design principle should follow below points:
*The distance between the cooling way and cavity should be suitable, otherwise will influence the cooling effect and mold strength.
*The cooling way should be large.
*Should be suitable with piece wall thickness.
*Should be away from seam crossing of insert, which can avoid the water leakage.
*There shouldn't be any place that will lead to backflow.
*The gate side should add cooling because the temperature of this part is the highest.
*The in and out a way of cooling water temperature should almost same.
*The connection of the tub and nozzle should be sealed.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic LCD Television Frame Injection Moulding Suppliers