USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.






Plastic laundry basket raw material: PP
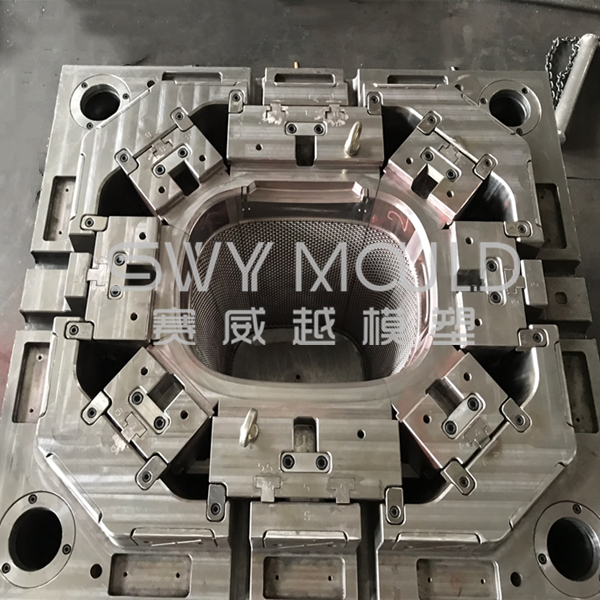
Plastic laundry basket mould dimension: 950*850*900mm
Plastic laundry basket mould injection system: 1 tip hot runner
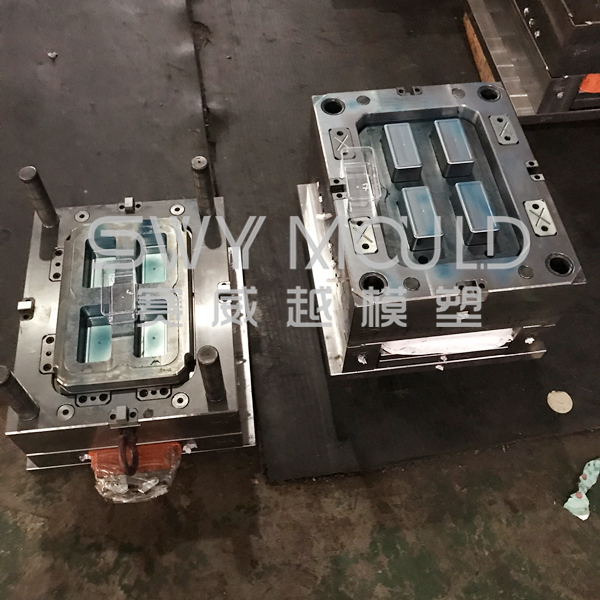
Plastic laundry basket mould ejection system: stripper plate
Plastic laundry basket mould cycle time: 50s
Plastic laundry basket mould core/cavity: 718H with hardness 30-33HRC
Plastic laundry basket mould base: C50
Plastic laundry basket mould machine: 1000T
SWY Mould has made a lot of different sizes of basket moulds every year, such as shopping basket mould, laundry basket mould, fruit basket mould, supermarket basket mould, vegetable basket mould, fruit basket mould, rattan basket mould, handle basket mould, etc.
We provide service in product designing, prototyping, reverse engineering & flow analysis. We are specialized in plastic basket mould where art meets technology.
To meet our customer needs, we will discuss the raw plastic and steel material required, mould size required, injection machine size required, cycle time needed, production time calculation report. After that, the plastic parts design service, mould engineering service, mass production arrangement, part assembly service, or part machining service are also provided.
The machining requirements of the basket moulds
The Basket mould machining process usually involves several processes, such as forging, cutting, and heat treatment. In order to ensure the quality of the mould and reduce production costs, the material should have good forge ability, machinability, hardenability, hardenability, and grindability. It should also have small oxidation, decarburization sensitivity, quenching, deformation cracking tendency.
1. Malleability
It has low hot forging deformation resistance, good plasticity, wide forging temperature range, lower forging cracks, and net carbide precipitation tendency.
2. Annealing processability
The spheroidizing annealing temperature range is wide, the annealing hardness is low, the fluctuation range is small, and the spheroidizing rate is high.
3. Machinability
Large cutting volume, low tool loss, and low surface roughness.
4. Sensitivity to oxidation and decarburization
When heated at a high temperature, the oxidation resistance is good, the decarburization speed is slow, and it is not sensitive to the heating medium, and the tendency of pitting corrosion is small.
5. Hardenability
Uniform and high surface hardness after quenching.
6. Hardenability
After quenching, a deep hardened layer can be obtained, which can be hardened with a mild quenching medium.
7. The tendency of quenching deformation and cracking
Conventional quenching has little change, shape warping, small deformation, and a low tendency of abnormal deformation. Conventional quenching has low sensitivity to cracks and is insensitive to quenching temperature and workpiece shape.
8. Grindability
The relative wear of the grinding wheel is small, the maximum grinding amount is not burnt, and it is not sensitive to the quality of the grinding wheel and cooling conditions, and it is not easy to cause wear and cracks of the grinding wheel.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Laundry Basket Mould Suppliers