USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.





Part resin: PP with 25 solute fluidity
Mold steel: P20
Runner system: cold runner
Injection machine tonnage: 8000T
Cycle time: around 49 seconds
Demolding type: stripper plate, picked by the robot hand
Mold size: 770*740*760mm
Mold weight: 3260KG
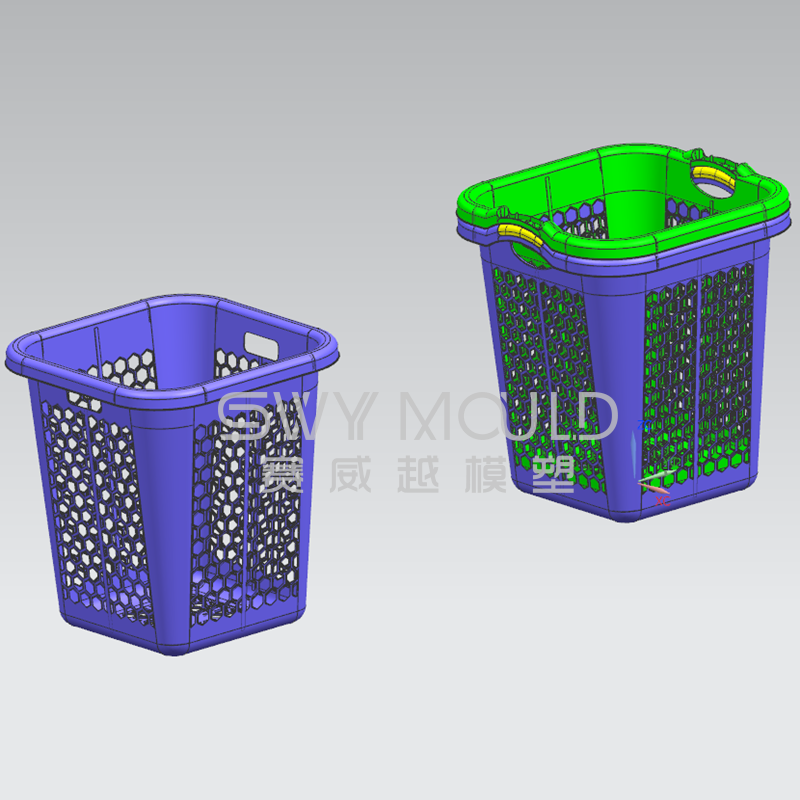
This is a mesh basket, the customer decided to go with PP material. As usual, we discussed the part details such as parting line, gate type/location, draft angle, wall thickness, and the other potential issues/proposals with the customer before mold making, this is called the DFM process.
Major problems we found during the DFM process
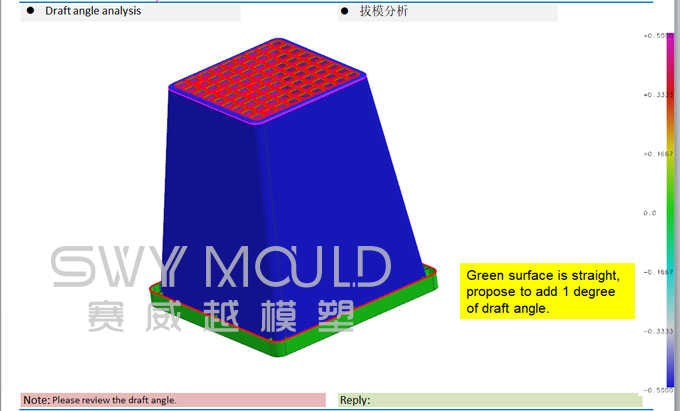
1. Draft angle
As shown below, the green surface is straight, we propose to add 1 degree of draft angle, if we don’t add draft angle for this, it will be scratched when ejected.
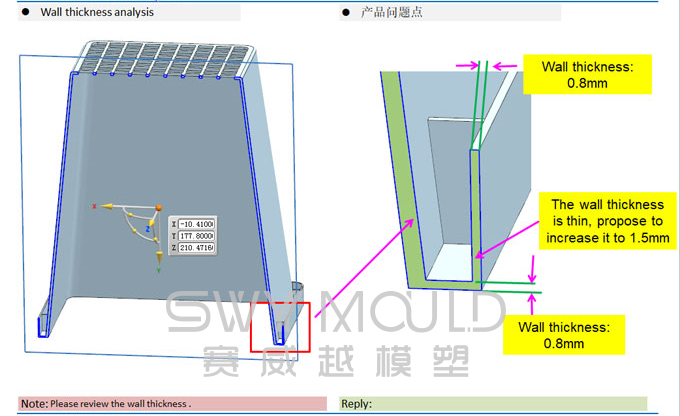
2. Wall thickness
The wall thickness of some areas is too thin, there will be a risk of a short shot, so we propose to increase the wall thickness for better filling.
All the proposed changes were approved, and then we started mould 3D design and ordered the steel and mould base. During the mould-making process, mold progress pictures were provided frequently for reference.
The mould and T1 samples were finished within the scheduled time, but there will be a flash when the part is fulfilled because the thickness of the ribs is thin, the problem was solved after we increased the thickness.
Why is DFM analysis needed before injection mould making?
Design for manufacturability (DFM) is a product design considering manufacturability and assemblability requirements, is the first step taken to develop the product, and is applied to a variety of tools and techniques to accomplish a manufacturable product.
Once we get the project started, we will have the DFM process, go through all details with the customer before injection mould making, such as parting line, gate point, surface, wall thickness, undercuts, etc.
1. A product’s life-cycle cost is limited at the design stage, it is necessary for having DFM to identify product concepts that are easy to manufacture, for example, standardized design and liberal tolerance required that are easy to process to shorten the development time and cost, promote the injection mold manufacturing start of the build.
2. Higher cost due to unique designs and specialized parts, the customer expects costs to go down. DFM contributes to lower costs and higher quality by increasing production speed, reducing defective product and testing processes, saving costs in the form of labor and materials to meet customer satisfaction.
3. Most of the time, design engineers do not know as much about manufacturing processes as professional manufacturers, and engineering changes cost can not be avoided after the mold is completed. To ensure the product design is able to be manufactured well, DFM is an effective approach to fewer engineering changes and have both sides work in the same way.
Design and manufacturing are two important aspects of the product life cycle, the key of DFM is the technical analysis, manufacturing rationality evaluation, and suggestions for improving the design, so DFM is an essential process for the manufacture of injection moulds and products.
The injection moulding production process
The injection molding process is usually comprised of 6 steps:
1. The clamping
An injection machine contains 3 parts – the injection mold, the clamp, and the injection unit, among which, the clamping unit keeps the mold at a certain pressure, so as to ensure the consistency of the outputs.
A mold is usually made up of 2 parts.
2. The injection unit
It refers to the part where the plastic pellets are fed into the hopper located at the top end of the injection unit. These pellets will be loaded into the main cylinder, where they are heated at a high temperature until they are melted into liquids. Then, inside the injection unit, a screw will turn and mix the already liquefied plastic. Once this liquid plastic has reached the ideal condition for the product, the injection process will start. The plastic liquid is forced through a running gate, of which the speed and pressure are controlled by a screw or sometimes a ram depending on what kind of machine you are using.
3. The dwelling
It represents a pause in the process when a certain pressure is applied to guarantee that each of the mold cavities has been filled thoroughly. It is such an important step within the process that if the mold cavities are not filled properly, it will lead to a scrap of the units.
4. The cooling
This process step allows the mold to cool off for a required period of time. If this step is performed too hastily, the units will probably stick together or get deformed when it is taken out of the machine.
5. Mold opens
The clamping unit will open to separate the mold. The molds which are often the most important individual part during the entire process are used over and over again, and the tooling of them can be very costly.
6. The ejection
The finished product is ejected from the injection mold machine in the end. Generally speaking, a finished product will continue to be on a production line or be packed and delivered to a production line as a component of a larger product, e.g. the steering wheel of a car.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Meshed Fishing Basket Injection Mould Suppliers