USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.


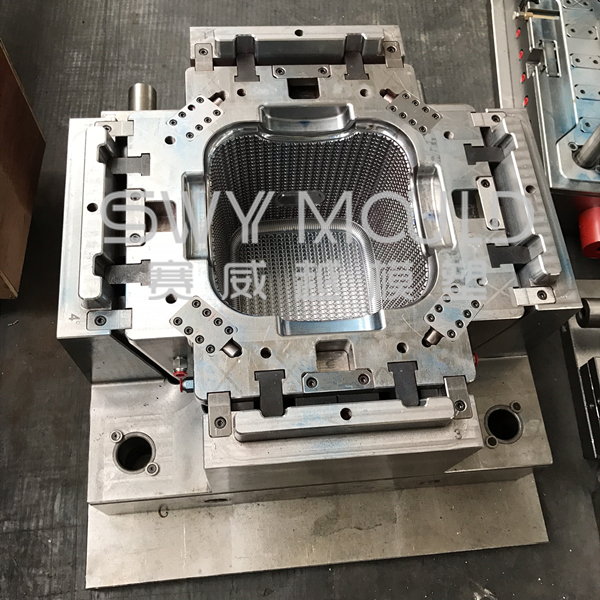

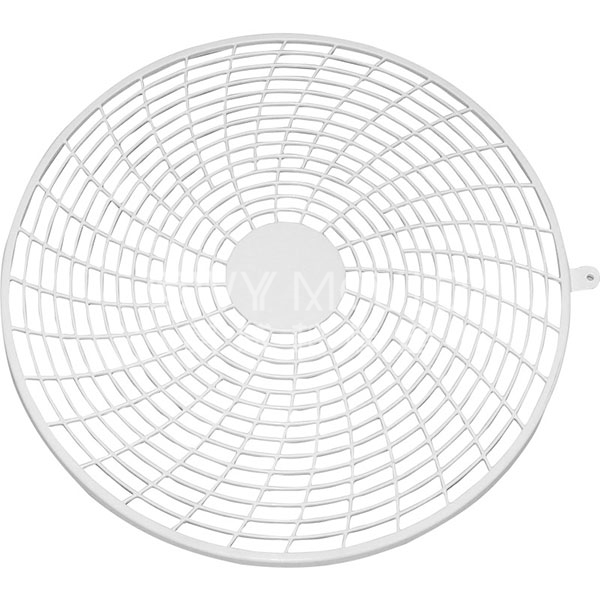
Stool size: 240*240*280mm
Stool weight: 320g
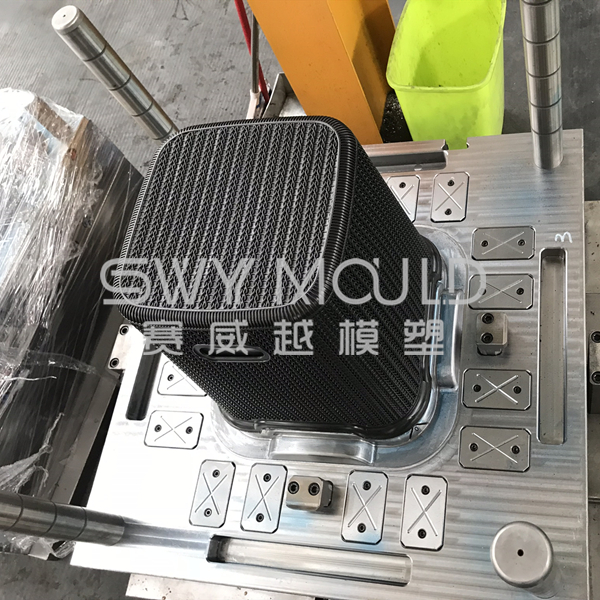
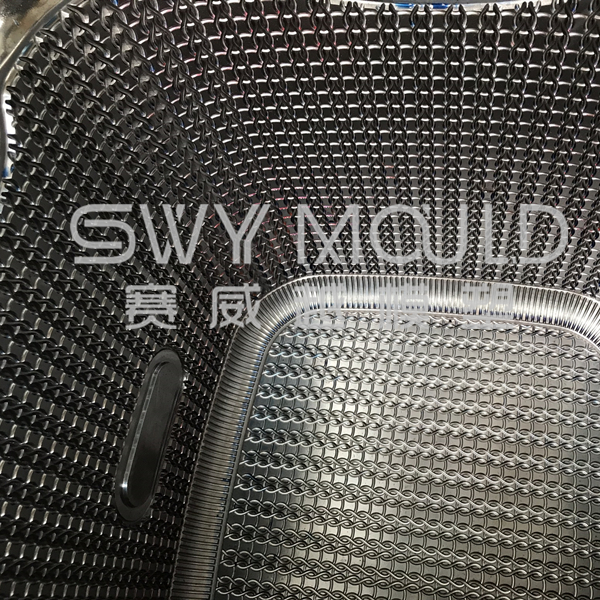
Part surface: with texture
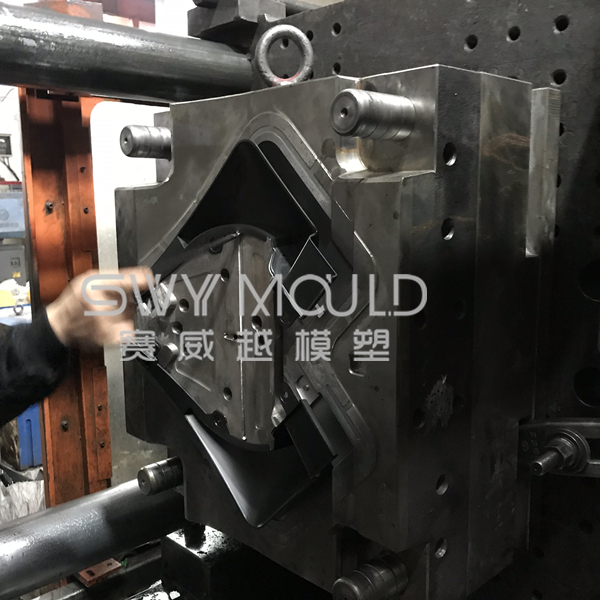
Mold steel: P20
Mold base: C45
Injection system: cold runner
Cycle time: 40 seconds
Mold life: 3 million shots
Mold running: fully automaticity
The general design of stool mold
1. The mold should always have interlocks for both cavities and cores.
2. The mold shall be generally provided with venting facilities. These venting facilities shall be provided at the end of the flow way and near to flow lines.
3. The mold should be equipped with feed for its handling. When it is not possible to put feet, use a stand for supporting the mold and storage.
4. The eyebolt thread in the mold should be made in such a manner that the suspension remains in balance (Equidistant from the center of mass)
5. In the base plates (Upper and Lower) there should be four holes with threads with the same dimensions as the eyebolt.
6. Make undercuts in the corners between the plates to make easy the disassembly of the mold, between all the plates (lift-off corners)
7. Incorporate lubricating sliding plates
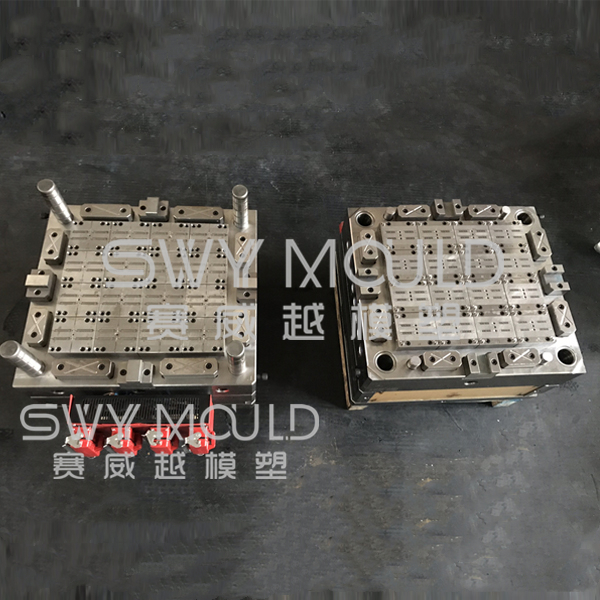
Materials of stool mold
1. Moldbase:
Standardization Use, whenever possible metric standards like LKM for all the mold components. (including guide bushing, guide pin, ejector pin, and so on)
2. Modbase surface finishing:
All plates should be painted with automotive paint blue or green to protect against corrosion.
3. Cores & cavities:
The cores, cavities, and inserts made of stainless steel, hardened and tempered up to 45-48 HRC. Surface finish: Mirror Finish-Diamond Polished
4. Core wedge blocks to be manufactured from P20 local steel and heat treatment by gas nitriding.
Wedge blocks need to be located in deep pockets to prevent movement.
5. Steel hardness in general:
It is good practice and necessary to have a difference of several points HRC hardness between sliding steel mold parts to prevent pick up between the steel parts. For example, any P20 core slides or wear plates should be gas nitride.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Child Stool Mold Manufacturer Suppliers