USING SCIENTIFIC MOULD-MAKING TECHNIQUE TO PROVIDE YOU WELL MOULD.



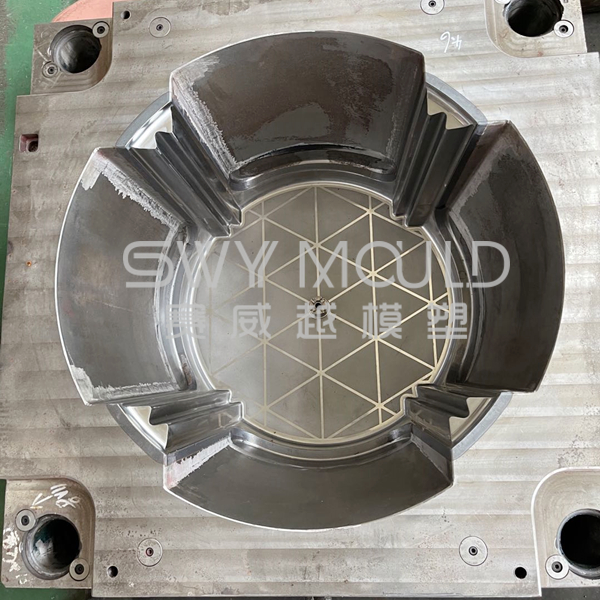
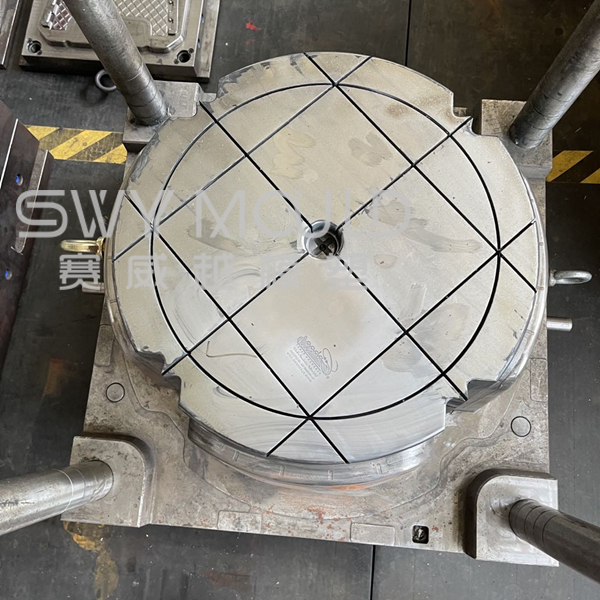
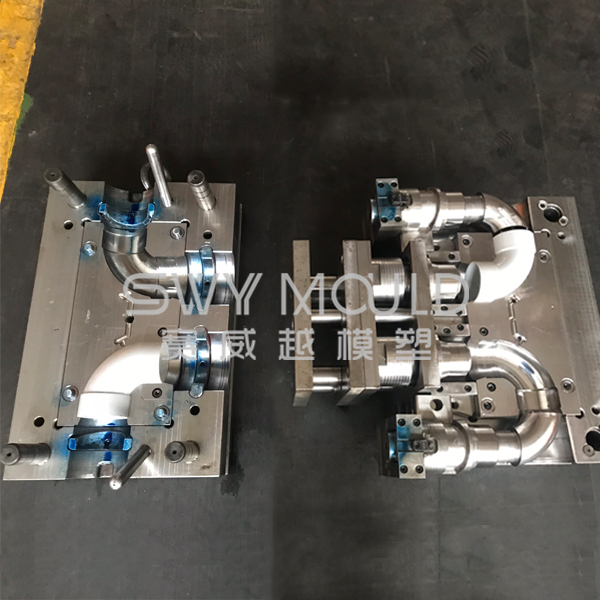
Table features: the leg and tabletop are integrated, no need to make two moulds and then assembly; texture on the tabletop surface
Table material: PP
Mould steel: P20
Mould base: C45
Nos. of cavity: single
Runner system: cold runner
Ejector system: ejector pin+air venting
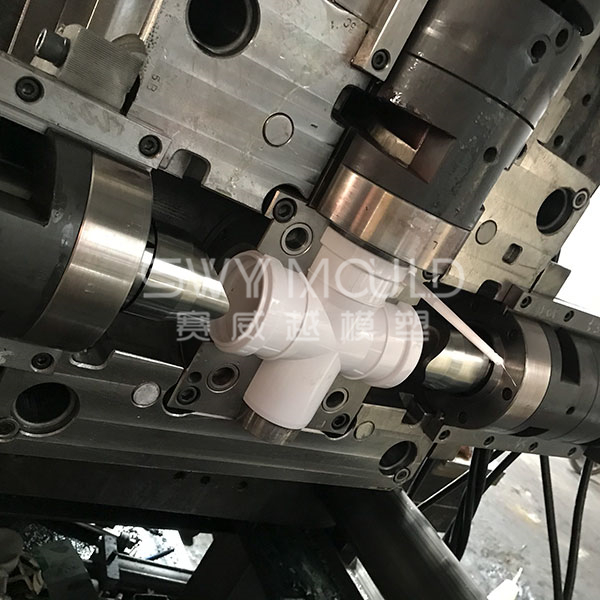
What is the gas-assisted system in a plastic round table injection mould?
Gas assist injection molding is a low-pressure process that requires the injection of pressurized nitrogen gas into the interior of a mold. The gas flows through strategically placed gas channels to displace the material in the thick areas of the part by forming hollow sections.
The pressurized gas pushes the molten resin tight against the cavity walls until the part solidifies, and the constant, evenly transmitted gas pressure keeps the part from shrinking while also reducing surface blemishes, sink marks, and internal stresses. This process is ideal for holding tight dimensions and complex curvatures over long distances.
Advantages of the gas-assisted system:
* Thicker parts can be moulded
* No sink marks
* Minimal residual stresses
* Reduced part deformation (warpage)
* Low clamp force
* Lightweight products
Injection mould texture process and description
1. The purpose of mould texture
* The mould texture process is to improve the surface finishing of a plastic part
* Allow the product to have a diversified or brand new design
2. The definition of mould texture
Texturing refers to the application of chemiosmosis to create a variety of patterns on the surface of a metal product, such as stripes, images, wood/leather grains, and satin, as well as the sandblasting procedure, which directly sprays glass sand onto the surface of a metal product.
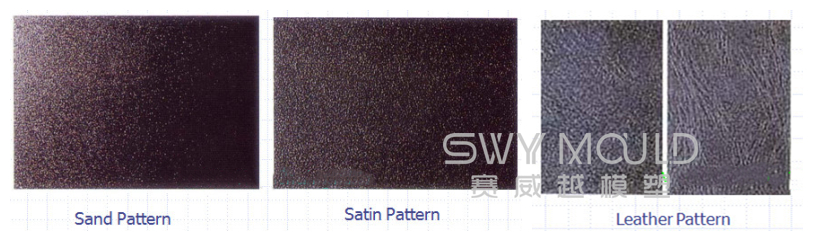
3. Varieties of textures
* Sand Pattern
Characteristics: Quick process, cheap price and can produce fine and plane patterns.
* Satin Pattern
Characteristics: Quick process and can be used for a flat surface. Twice as durable as the sandblasting process, and able to cover the weld marks and sinking marks on a rough surface.
* leather-pattern
Characteristics: Durable. The product surface is abrasion resistant though cannot be fixed completely if damage. Able to remove burnt and rust marks caused by chemical gases through surface treatment.
4. The steps of texturing
* Cleaning
Clean the mold cavity surface, to remove oil/grease.
* Sealing
Apply adhesive paper or corrosion-resistant coating to the cavity surface that does not need to be textured, so as to prevent corrosion. This is the most time-consuming step, during which the 3 commonly used sealing materials include: Thick adhesive paper, to cover the majority part of the cavity surface; thin adhesive paper, to seal the details; and corrosion-resistant coating, to cover the area that adhesive paper fails to cover, e.g. complicated curvy surfaces.
* Drying
Dry the anti-corrosion coating.
* Surface treatment
Carefully wipe the cavity surface to be textured using absorbent cotton, to make it free from any dirt, thus ensuring the texturing effect
* Texture(corrosion)
Apply a coating to the cavity surface to be textured and then soak it in the corrosive fluid. During this process, attention should be paid to the texturing status. Repeated soaking is required to get the desired textures.
* Sandblasting
Sandblasting has 2 purposes: A). To remove the residue liquid on the cavity surface with a pressure washer; B). To tune the gloss of the texture; different levels of gloss can be achieved by using different sands and different pressure levels.
* Post-treatment
Clean the cavity surface and spray rust protection agent before delivering the mold components back to the mold shop.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Using scientific mould-making technique to provide you well moulds.

Copyright © Taizhou Saiweiyue Mould & Plastic Co., Ltd. Rights Reserved. OEM/ODM Plastic Round Table Injection Mould Suppliers